Unfortunatelyավոք, շատ հաճախ իրենց մեքենաները վաճառելիս մեքենաների սեփականատերերը դիմում են տարբեր հնարքների ՝ տեսանելի թերությունները թաքցնելու համար: Այսպիսով, օրինակ, անբարեխիղճ մեքենայի սեփականատերը կարող է իր մեքենայի մարմնին մածիկի հաստ շերտ քսել, որը կթաքցնի քերծվածքներն ու փոքր խորշերը:
Որոշ ժամանակ անց ծեփամածիկը կընկնի, և մեքենայի նորաստեղծ տերը «կթռչի բավականին կոպեկի մեջ»: Ներկի հաստության չափիչը կօգնի ձեզ որոշել, թե արդյոք որոշակի մեքենայի ծածկույթի հաստությունը համապատասխանում է ստանդարտներին: Այսպիսով, հետագայում տհաճ հետևանքներից խուսափելու համար:
Այս սարքը շատ օգտակար է, երբ անհրաժեշտ է չափել ներկերի հաստությունը: Այս չափման անհրաժեշտությունը առաջանում է մեքենայի մարմնի վիճակը քննելիս: Ինչպե՞ս օգտագործել հաշվիչը: Դա բավականին պարզ է: Չափիչը պետք է ամրացված լինի որոշակի մակերևույթի վրա և սեղմվի կոճակի վրա: Չափման ընթացքում դուք պետք է մի փոքր շրջվեք և թափահարեք սարքը, որպեսզի սլաքը հնարավորինս շեղվի: Սլաքը շեղվելուց հետո հաստության արժեքը կարելի է կարդալ:
Ներկերի հաստության նորմը.
- սովորական ներկ `0, 15 ... 0.3 մմ;
- մետաղական ներկ `0.25 ... 0.35 մմ:
Եթե մեքենայի մարմնի ծածկույթի հաստությունը չի գերազանցում թույլատրելի չափանիշները, ապա կարող եք վստահ լինել, որ մարմնի թերությունները թաքնված չեն ծեփոնի շերտի տակ:
Այս սարքը պատրաստված է պարզ սխեմայի համաձայն: Չնայած դրան, հաշվիչը ապահովում է չափման բավարար ճշգրտություն: Այն նաև «շարժական» և կոմպակտ է, ինչը հսկայական գումարած է: Ի վերջո, հաշվիչը կարող է հեշտությամբ ձեզ հետ վերցնել մեքենաների շուկա: Հետևյալ նկարը ցույց է տալիս հաշվիչի սխեման:
Սարքը ստեղծելիս հիմք է ընդունվել Յու.Պուշկարևի սխեման: Նրա սխեմայում որոշ թերություններ կային, ուստի սարքը բավականին ճիշտ չէր աշխատում: Պուշկարևի սխեմայի փոքր փոփոխություններից հետո այս սխեման հայտնվեց:
(եթե գծապատկերում ոչինչ չեք հասկանում, կարող եք արագ դասընթաց անցնել «»)
Ներկ-լաք ծածկույթի հաստության չափիչը գործում է «Krona» մարտկոցից, ընթացիկ սպառումը 35 մԱ-ից ոչ ավելի է: Նույնիսկ եթե մարտկոցի լարումը նվազի մինչև 7 Վ, սարքը կմնա ֆունկցիոնալ: Գործող ջերմաստիճանի միջակայքը տասից մինչև երեսուն աստիճան Celsius է (գումարած): Սարքն ինքնին պլաստիկ տուփի ներսում է, չափերը `120 * 40 * 30 մմ:
DD1 ժմչփի վրա հավաքվում է գլխավոր տատանում (Նկար 1): Այն առաջացնում է հատուկ իմպուլսներ (ուղղանկյուն), որոնց աշխատանքային ցիկլը երկուսն է, իսկ հաճախականությունը `300 Հց: Քառակուսի ալիքի իմպուլսները վերածվում են սինուսոիդի ՝ R3C2 ինտեգրացիոն շղթայի շնորհիվ: Սա մեծացնում է չափման ճշգրտությունը: Օգտագործելով հարմարվողական դիմադրություն R5 (ազդանշանի մակարդակի կարգավորիչ), դուք պետք է սահմանեք T1 տրանսֆորմատորի օպտիմալ ռեժիմը, որը չափիչ է: UZCH DA1- ի ելքի վրա ազդանշանի ամպլիտուդը կլինի 0.5 Վ:
Չափիչ տրանսֆորմատորում կան W- ձևավորված թիթեղներ, որոնք տեղակայված են ծայրից ծայր: Այնուամենայնիվ, վերջնական թիթեղներ չկան: Մետաղական հիմքը հանդես է գալիս որպես մագնիսական կոնտակտոր: Այս հիմքը պատված է ներկի և լաքապատ ծածկով, որը հետաքննվում է: Մագնիսական շղթայի ոչ մագնիսական բացվածքի չափը ուղղակիորեն կախված կլինի ծածկույթի հաստությունից: Այսինքն, որքան հաստ է ծածկույթը, այնքան մեծ կլինի բացը: Որքան մեծ է բացը, այնքան ցածր է տրանսֆորմատորի լարումը (երկրորդային ոլորուն): Որքան մեծ է բացը, այնքան քիչ է կապը ոլորունների միջև: Անջատման կոնդենսատորներն են C5 և C7: R6C4 սխեման օգտագործվում է որպես զտիչ, որը հեռացնում է ազդանշանի բարձր հաճախականության բաղադրիչները:
Տրանսֆորմատորի երկրորդային ոլորունում հոսանքը, որն ուղղվում է VD1 դիոդով, կարելի է գտնել PA1 միկրոմետրաչափի միջոցով: Երբ GB1 մարտկոցի, դրա լիցքաթափման աստիճանի փոփոխություններ են տեղի ունենում, համապատասխանաբար փոփոխություններ կան ուլտրաձայնային ուժեղացուցիչ DA1 ուժեղացուցիչի գործոնի մեջ: DA2 լարման կարգավորիչի շնորհիվ շահույթը մնում է կայուն: Դուք կարող եք պարզել մարտկոցի լարումը ՝ օգտագործելով SB2 կոճակը և R8 ռեզիստորը: Չափումները կատարվում են միայն SB1 կոճակը սեղմելով:
VD1 դիոդի արգելած շեմ ստեղծելու համար հարկավոր է օգտագործել հատուկ տրանզիստորային փուլ, այն է ՝ VT1R9R10R11: Նրա օգնությամբ կտրամադրվի սկզբնական օֆսեթը: Այս կասկադի շնորհիվ ամպերմետր ասեղը չի շեղվի: Բացառություն կլինի միայն այն դեպքում, երբ տրանսֆորմատորի դաշտում առկա է մագնիսական կոնտակտոր: Այս ամենի շնորհիվ հնարավոր կլինի հաշվիչի վրա սահմանել հնարավոր առավելագույն հաստությունը, իսկ չափման ճշտությունը հնարավորինս ճշգրիտ կլինի: Կան որոշակի սահմաններ, որոնց սահմաններում կարելի է չափել հաստությունը: Եթե այս հաշվիչի մեջ դիտարկվեն բոլոր բնութագրերը, ապա սահմանները կլինեն 0 -ից 2,5 մմ: Չափման սխալը կլինի 0.5 մմ, եթե ծածկույթի հաստությունը 0 -ից 1 մմ է: Եթե ծածկույթի հաստությունը 1 -ից 2.5 մմ է, ապա սխալը կլինի 0.25 մմ: Ռեզիստոր R10- ը կարող է ավելացվել մինչև 3,9 կՕմ: Սա անհրաժեշտ է չափման ճշգրտությունը բարձրացնելու համար, քանի որ չափման սահմանները կնվազեն 0 -ից մինչև 0,8 մմ: Դրա շնորհիվ սանդղակը «ձգվում է», և այն շեմը, որը միանում է VD1 դիոդին, կբարձրանա:
Բոլոր մասերը տեղակայված են տպագիր տպատախտակին, սա ցուցադրված է ստորև ներկայացված նկարում: Տախտակի մի կողմը պատրաստված է փայլաթիթեղով ծածկված մանրաթելից, դրա հաստությունը 1 մմ է: Սկզբում ընդհանրապես տրանզիստորային փուլ VT1R9R10R11 չկար: Հետագայում, փոքր փոփոխությունների ընթացքում, այն հայտնվեց: Կասկադը հավաքվում է որպես հովանոց, քանի որ տախտակի վրա դրա համար տեղ չկա:
Սարքն ունի ինչպես ֆիքսված, այնպես էլ հարմարվողական ռեզիստորներ: Հաստատունները MLT-0.125 են, իսկ հարմարվողականները `SPZ-276: C4, C2 և C1 կոնդենսատորները ներառում են KM-6 (կամ K10-23, K10-17): C6, C5 և C3 կոնդենսատորները ներառում են K50-35: Որպես ամպերաչափ օգտագործվում է ձայնագրման մակարդակի ցուցիչը (հատվածը վերցված է «Electronics-321» մագնիտոֆոնից): Միկրոմետրերի ցուցիչներ.
- շեղման հոսանք (լրիվ շեղում) - 160 μA;
- դիմադրություն (շրջանակներ) - 530 Օմ:
T1 տրանսֆորմատորը քամելու համար Ш5Х6 մագնիսական շղթայի վրա, դուք պետք է օգտագործեք գրպանային ընդունիչից տրանսֆորմատոր: Դուք կարող եք վերցնել և ելքը, և համապատասխան տրանսֆորմատորը: Առաջնային ոլորուն կլինի երկու հարյուր շրջադարձ, իսկ երկրորդայինում `չորս հարյուր հիսուն: Ոլորունների համար օգտագործվող մետաղալարն է PEL 0.15: Անհրաժեշտ է նաև ափսեներ (W- ձևով): Թիթեղները պատված են էպոքսիդային սոսինձով, այնուհետև (սոսինձը չորանալուց հետո) փաթեթի ծայրերը մշակվում են թավշյա պատյանով: Տրանսֆորմատորը սոսնձված է սարքի ներսում ՝ տուփի ուղղանկյուն բացման մեջ: Այս դեպքում մագնիսական սխեմայի (աշխատանքային) ծայրերը պետք է դուրս գան 1 ... 3 մմ -ով: տուփից դուրս:
Մասերի օգտագործում և փոխարինում.
- Erամաչափ KR1006VI1 - դրա փոխարեն կարող եք օգտագործել LM555:
- Կայունացուցիչ KR1157EN502A - փոխարինման համար կարող եք վերցնել KR142EN5A (L7805V) կամ 78L05: 78S05- ը լավագույնս պիտանի է, քանի որ տալիս է նվազագույն էներգիա: Ավելի շատ էներգիա պետք չէ:
- Որպես այս մաս օգտագործվում է դիֆերենցիալ ուժեղացուցիչ DA1 - KIA LM386-1 (միկրոշրջան):
R7 դիմադրության շարժիչը պետք է լինի միջին դիրքում, միայն դրանից հետո կարող եք սկսել սարքի կարգավորումը: Տրանսֆորմատորը (մագնիսական սխեմայի ավարտով) պետք է քսել պողպատե թերթին (մաքուր և հարթ մակերես): Բացի այդ, օգտագործելով R5 ռեզիստորը, սլաքը պետք է դրվի վերջնական բաժանման վրա ՝ PA1 ամպաչափի մասշտաբով: Սարքը պետք է չափաբերվի: Դա արվում է թղթի թերթեր տեղադրելով մետաղի մակերեսի և տրանսֆորմատորի միջև: Թերթերի հաստությունը պետք է լինի 0.1 մմ (խտությունը `80 գ / մ 2): Ամենատարածված A4 թուղթը կարող է օգտագործվել: Նախքան ստուգաչափումը սկսելը, սարքի պատյանը պետք է ապամոնտաժվի, իսկ սլաքի տակ տեղադրվի գրաֆիկական թուղթ: Գրաֆիկական թուղթը ցույց կտա ընթերցման արժեքները տրամաչափման գործընթացում: Այնուհետեւ, օգտագործելով գրաֆիկական խմբագիր, դուք պետք է նկարեք սանդղակ, տպեք այն տպիչի վրա (գունավոր) և զգուշորեն տեղադրեք այն սարքի ներսում: Դրանից հետո սարքը կարող է հավաքվել:
R8 դիմադրիչը պետք է ճիշտ ընտրվի: Նոր մարտկոց օգտագործելիս և SB1 և SB2 կոճակները սեղմելիս պետք է արվի հետևյալը. Միկրոմետրաչափի սլաքը պետք է շեղվի իր մասշտաբի վերջնական բաժանումին: Համոզվեք, որ մարտկոցի լիցքաթափման ժամանակ նշեք մասշտաբի բաժանումը: Այն կարող է որոշվել ՝ չափումներ կատարելով միացված մարտկոցից, որը լիցքաթափված է 7 Վ -ի: Լիցքաթափված մարտկոցով բաժանումը որոշելու համար կարող եք նաև օգտագործել մատի տիպի մարտկոց: Մարտկոցը պետք է շարքով միացված լինի «Կրոնի» հետ ՝ չմոռանալով փոխել դրա բևեռականությունը: Հաջորդը, դուք պետք է հաշվարկեք արժեքների տարբերությունը մարտկոցով և առանց մարտկոցի, այնուհետև այս տարբերությանը ավելացրեք մեկ քառորդ: Սա կլինի սանդղակի ցանկալի արժեքը, երբ մարտկոցը լիցքաթափվի: Սանդղակը կարելի է բաժանել երկու գույնի ՝ նորմալ վիճակ ՝ կանաչ, լիցքաթափված վիճակ ՝ կարմիր:
Նշման վրա.
- եթե սարքը օգտագործվում է վատ եղանակային պայմաններում և ցածր ջերմաստիճաններում, ապա անհրաժեշտ է այն տաք պահել գրպանում և հանել այն չափումից անմիջապես առաջ:
- եթե օգտագործված մագնիսական սխեման ունի Ш8Х8 միջուկ, անհրաժեշտ կլինի նվազեցնել գեներատորի հաճախականությունը: Դրան կարելի է հասնել ՝ C1- ը հասցնելով 47 nF- ի: Այնուհետեւ սարքի կատարումը կլինի ամենաբարձր մակարդակի վրա:
- ստուգաչափման գործընթացում կարող են օգտագործվել միայն մաքուր մետաղական նյութեր: Եթե դուք օգտագործում եք տարբեր կեղտեր պարունակող նյութեր, ապա սարքը չի կարող արձագանքել դրանց:
12 վոլտ հակասառեցուցիչ տաքացուցիչ DC շարժիչի արագության վերահսկիչ 12 վոլտ
Ինձ համար հարմար օգտագործված մեքենա փնտրելու գործընթացում ես բախվեցի ներկերի (LCP) միատեսակության ստուգման, ներկված կամ ծեփամածիկ մասերի բացահայտման անհրաժեշտության հետ: Սկզբում ես ձեռքս վերցրեցի ներկերի պրոֆեսիոնալ հաստության չափիչ, բայց դրանք ինձ տվեցին կարճ ժամանակով, և մեքենա փնտրելու գործընթացը, ընդհակառակը, ժամանակին ձգվեց: Հաշվիչը պետք է վերադարձվեր սեփականատիրոջը, և համապատասխան մեքենա չի գտնվել:
Հնարավո՞ր է ինքներդ կատարել ներկի հաստության ամենապարզ չափիչը:
Ինտերնետում առաջին որոնման արդյունքը դասական միացում էր `հիմնված բաց մագնիսական համակարգով երկկողմանի տրանսֆորմատորի վրա:
Ազդանշանը ուղարկվում է առաջնային ոլորուն, իսկ երկրորդային ոլորուց `դեպի հաշվիչ: Չափվող նմուշը փակում է մագնիսական համակարգը և որքան հաստ է ներկը, այնքան քիչ է ոլորունների միջև կապը, այնքան քիչ է ելքային ազդանշանը: Բայց չափազանց ծույլ էր տրանսֆորմատորի համար համապատասխան երկաթ փնտրել և քամել այն, ես շարունակեցի որոնումներս: Բացի այդ, նման սխեմաներն ունեն ուժեղ ոչ գծայնություն `ծածկույթի հաստությունից ազդանշանի մակարդակի կախվածության մեջ:
Հետո ես հանդիպեցի մի սխեմայի, որն աշխատում է սենսորի ինդուկտիվ դիմադրության փոփոխության հիման վրա: Չափիչ կծիկին մատակարարվում է տրամաչափված ազդանշան (նախընտրելի է սինուսոիդալ), կծիկը միացված է չափիչ կամրջի թևին, զրոյական կարգավորումից հետո չափումն իրականացվում է:

Չի՞ կարող լինել նույնիսկ ավելի պարզ:Մտքի գնացքն այսպիսին է. «Եթե սենսորը ինդուկտիվություն է, ապա ինդուկտիվությունը չափելու սարք է պետք»
Նաև հիշեցի, որ շուրջս մի քանի Arduino տախտակ կար: Մի երկու տարի առաջ ես վերցրեցի խաղալու:
Ես ինքս ինձ համար ձևակերպեցի առաջադրանք ՝ «Չափել ինդուկտիվությունը Arduino- ում նվազագույն կցորդներով»:
Որոնման արդյունքում ես հանդիպեցի մի էջի ՝ https://github.com/sae/Arduino-LCQmeter/blob/master/LC-gen.ino
այս ծրագիրը դարձավ ամենապարզ ներկերի հաշվիչի նախատիպը:
Arduino nano- ն ընտրվել է որպես հիմնական տախտակ իր փոքր չափսերի համար:
Աշխատանքի էությունը հետևյալն է.չափված LC սխեմայի վրա կիրառվում է «պոմպ» զարկերակ, որից հետո հաշվիչը գործարկվում է մինչև սխեմայի ազդանշանը անցնում է համեմատիչի «0» -ով, որից հետո գործընթացը կրկնվում է:
Արդյունքում, հաշվիչի ընթերցումը համաչափ է LC շղթայի ռեզոնանսային հաճախականությանը:
Սկզբում ես գաղափարը փորձեցի սեղանի վրա ՝ համակարգչով փոխանցվող տեղեկատվությամբ: Կարծես աշխատում է
Չնայած ես ունեի LCD մոդուլ, բայց դրա հետ սարքը ծանր ստացվեց և պահանջեց պատյան պատրաստել:
Ես որոշեցի LED- ների վրա ցույց տալ հաստությունը:
Ես գծեցի դիագրամ, վահանը կպցրեցի տախտակի վրա, որը նախատեսված էր մարտկոցի լարման վերահսկման համար:

Կծիկի պատրաստումը խնդիր է դարձել: Եթե ես գտա բազմաթիվ տարբեր բաժակներ ֆերիտային զրահի միջուկներ, ապա ես չգտա որևէ կծիկի շրջանակ: Շրջանակն ինքնուրույն պատրաստելու մի քանի փորձերից հետո գտնվեց հետևյալ լուծումը. Գնդիկավոր գրիչի նեղացած մարմնի վրա տեղադրվեցին երկու ստվարաթղթե այտեր, մոտավորապես համապատասխան թվով պտույտներ վիրավորվեցին միջուկի ներսում տեղավորվելու համար: Մետաղալարը վերցրեց նվազագույն հաստությունը, որը ձեռքի տակ էր (մոտ 0,08), ես չեմ հիշում շրջադարձերի քանակը, ինչ -որ բան ՝ մոտ 100. ոլորումից հետո ես հանեցի մեկ այտ: և մյուս այտը հրելով ՝ ես ստացված կծիկը տեղադրեցի միջուկի ներսում: Կորած պտույտները ՝ պինցետներով խրված ոլորուն մեջ: Դրանից հետո ես սոսնձի սոսինձը կաթեցի պտույտների վրա և մնացած այտով փակեցի կծիկը: Ես ամրացրեցի կծիկը տախտակի վրա տաք հալեցման սոսինձով:
Desirableանկալի է ունենալ մետաղապլաստե կոնդենսատոր, բայց ոչ կերամիկական, քանի որ նման հզորության կերամիկան անընդունելի TKE է:
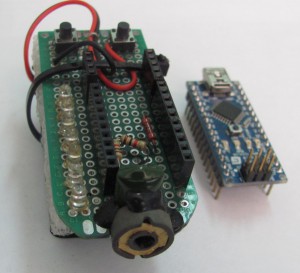
Արդյունքում մենք ստացանք հետևյալ շինարարությունը.


Ներբեռնեք ծրագրի տեքստը.
Սարքի հետ աշխատելը.
Քանի որ տարբեր մեքենաներ ունեն ներկի տարբեր հաստություն, նախ կատարվում է չափագրման ընթացակարգ: Բացի այդ, չափագրման ընթացակարգը թույլ է տալիս նվազեցնել ջերմաստիճանի ազդեցությունը չափման արդյունքների վրա: Կալիբրացման համար հարկավոր է սարքը սեղմել մեքենայի կափարիչին և սեղմել «չափագրման» կոճակը
Կալիբրացումից հետո ներկման հաստության արժեքը, արտահայտված «պայմանական միավորներով», գրվում է eeprom- ին:
Չափումը կատարելու համար սարքը կիրառվում է մեքենայի ներկման տարբեր վայրերում և սեղմվում է «Չափում» կոճակը: Եթե չափված արդյունքի շեղումը գրանցվածից փոքր է, կանաչ LED լուսավորվում է:
Եթե շեղումը գերազանցում է որոշակի սահմանը `սպիտակ LED լուսավորվում է` «կասկածելի»
Եթե կա ներկի երկրորդ շերտ, կամ եղել է փայլեցում - կապույտ «ներկ» -ից կամ «փայլից» մեկը լուսավորվում է
Եթե ծածկույթը մոտ է զրոյի կամ գերազանցում է 0.2 -ը, ապա կարմիր «ծեփամածիկ» կամ «մետաղական» LED- ները լուսավորվում են
Յուրաքանչյուր հաստության չափում կատարվում է 3 անգամ, այնուհետև արժեքը միջինացվում է: Թերևս մեկ անգամ բավական է: Սա թույլ կտա գրեթե ակնթարթորեն արդյունքի հասնել:
Դուք չպետք է այս արհեստը համարեք պատրաստի արտադրանքի նմուշ:Սա ընդամենը օրինակ է, թե ինչպես կարող եք խնդիրը լուծել «իմպրովիզացված» միջոցներով: Բայց, ես կասկածում եմ, որ այս հաշվիչի հիման վրա հնարավոր է պրոֆիլային ճշգրտությամբ հաշվիչ սարքել: Դա անելու համար հարկավոր է պատշաճ կերպով ոլորել կծիկը, ընտրել նվազագույն TKE կոնդենսատոր, միացնել էկրանի մոդուլը, ընտրել «հում» արժեքը միկրոմետրերի վերածելու բանաձև:
Բորիս Պադորին, «Դոլինա-սերվիս» ՍՊԸ
Օգտագործված մեքենա գնելիս գնորդները հաճախ զանգահարում են մասնագետի, որն ունի որոշակի սարքավորումներ և գիտելիքներ ՝ մեքենան ստուգելու համար ՝ որոշելու ՝ արդյոք մեքենան վթարի է ենթարկվել, թե ոչ: Մեքենան գնահատելիս փորձագետի հիմնական «զենքը» հաստաչափն է: Այս սարքը փոքր ձեռքի սարք է, որը թույլ է տալիս որոշել ներկի շերտը և այլ նյութեր, որոնք կիրառվում են մեքենայի մարմնի մասերի վրա:
Ամենից հաճախ հաստության չափիչը կարելի է տեսնել մասնագետների ձեռքում, և կա այնպիսի զգացում, որ ինքնուրույն օգտագործելը բավականին դժվար է: Իրականում, սարքն ունի շահագործման պարզ սկզբունք, և յուրաքանչյուրը կարող է իր ցուցիչներով որոշել մեքենայի որոշակի մասի վիճակը մեր հոդվածը կարդալուց հետո:
 Taskանկացած տեսակի հաստության չափիչ անհրաժեշտ է պարզ առաջադրանքի համար `ներկման սկզբից մինչև« կենդանի »մասի հեռավորությունը չափելը: Ընտրված տարածքը սկանավորելիս սարքը հաշվի է առնում ոչ միայն ներկի շերտը, այլ նաև ծեփամածիկը, որի շնորհիվ վարորդը ստանում է անհրաժեշտ մասի բոդիի վերաբերյալ անհրաժեշտ տեղեկատվությունը կոնկրետ մասի վրա:
Taskանկացած տեսակի հաստության չափիչ անհրաժեշտ է պարզ առաջադրանքի համար `ներկման սկզբից մինչև« կենդանի »մասի հեռավորությունը չափելը: Ընտրված տարածքը սկանավորելիս սարքը հաշվի է առնում ոչ միայն ներկի շերտը, այլ նաև ծեփամածիկը, որի շնորհիվ վարորդը ստանում է անհրաժեշտ մասի բոդիի վերաբերյալ անհրաժեշտ տեղեկատվությունը կոնկրետ մասի վրա:
Յուրաքանչյուր վարորդ, ով պատրաստվում է ձեռք բերել հաստության չափիչ ձեռք բերված մեքենաների ինքնագնահատման համար, պետք է հիշի, որ գործարանում 0,7-1,9 մմ ներկի շերտը քսում են մեքենայի մարմնի մասերին: Այս թվերի հիման վրա անհրաժեշտ է եզրակացություն անել մեքենայի որոշակի մասի վիճակի մասին: Եթե մեքենայի մարմինը վթարից հետո վերականգնման է ենթարկվել, ապա, ամենայն հավանականությամբ, ծեփամածիկի շերտ է կիրառվել այն վերականգնելու համար `վնասը թաքցնելու համար: Դրանից հետո ներկը կիրառվեց մածիկի վրա, և դա լրջորեն մեծացնում է մասի ներկերի հաստությունը: Միջին հաշվով, ներկի և ծեփի նվազագույն շերտը հաստության չափիչի վրա կտրվի 2.1-2.7 մմ ցուցանիշով: Եթե մասի վերականգնումն իրականացվել է անզգուշությամբ, ապա թվերը կարող են շատ ավելի մեծ լինել:
Հաստության չափիչով մեքենայի մեջ վնասված մաս գտնելով, պետք է այն ավելի մանրամասն ուսումնասիրեք: Դա անելու համար ստանդարտ 4-6 բալերի փոխարեն սարքը պետք է չափի մասի ամբողջ պարագծը: Սա թույլ կտա հասկանալ վնասի աստիճանը և մոտավոր վայրը, որտեղ հարվածն ընկել է: Այսպիսով, հնարավոր կլինի որոշել, թե արդյոք հատվածը պետք է ծեփվեր ծառի կամ ցանկապատի պարզ հարվածի պատճառով, թե դրա համար ավելի լուրջ պատճառներ կային, օրինակ ՝ լուրջ վթար: 
Լավ արհեստավորների վերականգնումից հետո մեքենան կարող է տասնամյակներ շարունակ ճանապարհորդել ՝ առանց անսարքության նշանների ցուցադրման: Այնուամենայնիվ, դրա անվտանգությունը լուրջ հարցեր է առաջացնում, քանի որ նախորդ վթարի հետևանքով մարմնի երկրաչափական պարամետրերը կարող էին խախտվել, ինչը նվազեցրեց դրա մեջ կառուցված հավասարակշռությունը `արտաքին վնասներին դիմակայելու համար: Եթե սիրողականները վերականգնել են մարմինը դժբախտ պատահարից հետո, ապա դրա հետ կապված խնդիրները մի քանի ամսից սկսելու վտանգ ունեն, երբ մասերը սկսում են ժանգոտվել, իսկ ծեփոնը ցրվել է:
Ինչպե՞ս օգտագործել հաստության չափիչ մեքենայի ներկման համար:
Հաստաչափը չափազանց պարզ սարք է, որն ինքնաբերաբար կատարում է բոլոր չափումները ՝ սեփականատիրոջը տալով պատրաստի թվեր ՝ որոշակի մասի ներկերի հաստության համար: Կան մի քանի առաջարկություններ, թե ինչպես օգտագործել հաստության չափիչը մեքենայի մարմնի վիճակի վերաբերյալ առավել հավաստի տեղեկություններ ստանալու համար.

Մի փոքր հարված մեքենայի թևին, որը հետագայում լավ վերանորոգվեց, կարող է խաղալ գնորդի ձեռքում: Եթե վաճառողը չի պատմել մեքենայի կոտրված մասի մասին, բայց այն հայտնաբերվել է հաստաչափի օգնությամբ, կարող եք ստիպել նրան լավ զեղչ տալ մեքենայի վրա:
Ավտոմոբիլային հաստության չափիչների տեսակները
Դուք կարող եք գտնել հարյուրավոր հաստաչափեր տարբեր արտադրողների վաճառքում և գների լայն տեսականի: Սարքերի որոշ էժան մոդելներ չեն կարող պարծենալ լավ վարպետությամբ և չափումների ճշգրտությամբ, իսկ չափազանց թանկարժեք հաստաչափերում հաճախ սովորական օգտագործողի համար կան բազմաթիվ «լրացուցիչ» գործառույթներ, որոնք կարող են պահանջվել մասնագետների կողմից: Ընդհանուր առմամբ, հաստության չափիչները կարելի է բաժանել 4 հիմնական տիպի ՝ կախված չափումների հիմքում ընկած սկզբունքներից.


Հաշվի առնելով բարձրորակ հաստության չափիչների բարձր արժեքը, օգտագործված մեքենաների գնորդները հազվադեպ են նման ախտորոշիչ սարքավորումներ գնում: Այս որոշումը չի կարելի ճիշտ անվանել, և նախքան «ձեռքից» մեքենա գնելը, դուք անպայման պետք է վարձեք մասնագետ, որը կարող է զննել մեքենան, կամ, գոնե, հաստություն չափել:
Ներկերի հաստության չափիչի (LCP) անհրաժեշտությունը հատկապես նկատելի է օգտագործված մեքենա գնելիս: Միայն նրանք կարող են հուսալիորեն բացահայտել ներկված կամ ծեփամածիկ մասերի տեղերը: Այս դեպքում ներկի շերտի անհամասեռությունը ազդանշանային գործոն է:
Հնարավոր է վերցնել պրոֆեսիոնալ ներկերի հաշվիչ, սակայն այն շուտով պետք է վերադարձվի: Իսկ օգտագործված մեքենա գնելը կարող է տեւել մի քանի ամիս:
Հաստաչափը գործում է հետևյալ կերպ.
- Կալիբրացումն ընթացքի մեջ է: Քանի որ տարբեր տրանսպորտային միջոցներ ունեն ներկի տարբեր հաստություններ, աշխատանքի սկզբում անհրաժեշտ է չափագրման ընթացակարգ: Բացի այդ, չափագրումից հետո ջերմաստիճանի փոփոխություններն ավելի քիչ ազդեցություն են ունենում արդյունքների ճշգրտության վրա: Գործընթացը պարզ է, սենսորը կիրառվում է մաքուր ներկված մակերևույթի վրա և սեղմվում է «ճշգրտման» կոճակը: Atingածկույթի հաստության տվյալները ՝ արտահայտված կամայական միավորներով, գրվում են EEPROM- ին (ծրագրավորվող վերաշարադրվող հիշողություն):
- Չափումը ընթացքի մեջ է, կանաչ LED- ը միացված է ... Կանաչ LED- ն միացված է, երբ չափված հաստության շեղումը գրանցվածից աննշան է, «նորմալ»: Չափում կատարելու համար սարքը կիրառվում է կասկածելի և պոտենցիալ հակված ցնցումների և կոռոզիայից տեղերի, սեղմվում է «չափման» կոճակը:
- Սպիտակ LED- ներից մեկը վառվում է - ներկի շերտի փոքր շեղում գրանցված արժեքից, «կասկածելի»:
- Կապույտ LED- ներից մեկը վառվում է - քերծվածքների հետքերը ջնջվում են կամ կա ներկի երկրորդ շերտ `« հղկված »կամ« ներկ »:
- Կարմիր LED- ներից մեկը վառվում է - ծածկույթի հաստությունը մոտ է զրոյի կամ գրված արժեքի 0.2 անգամ `« մետաղ »կամ« ծեփոն »:
Երբ սեղմում եք «Չափել» կոճակը, հաստության չափումները կատարվում են 3 անգամ, այնուհետև հաշվարկվում է միջին արժեքը: Արդյունքը կարող եք ստանալ ակնթարթորեն ՝ միայն մեկ անգամ չափելով չափումը:
Սարքի տվիչը ինդուկտիվության կծիկ է, Arduino տախտակը ծառայում է որպես ինդուկտիվության արժեքը հաշվարկելու սարք:
LED ցուցումով հաստության չափիչը պարզվում է, որ կոմպակտ է: LCD մոդուլը տեղադրելու համար անհրաժեշտ կլիներ պատրաստել զանգվածային պատյան:
Պահանջվող մանրամասներ.
- Փոքր և հարմար Arduino նանո տախտակ:
- Մի կտոր զոդման տախտակ:
- Երկու փոքր նրբանկատ կոճակներ:
- Մարտկոց «Krona»:
- Երկու կարմիր LED:
- Երկու կապույտ LED:
- Երկու սպիտակ LED:
- Մեկ կանաչ LED:
- Ռեզիստորներ 1 կՕմ - 10 հատ:
- Ուղղիչ դիոդ IN4007 կամ այլ ցածր հզորություն, փոքր չափսեր:
- Ոչ բեւեռային կոնդենսատոր 100 nF:
- Ինդուկտոր կծիկ - 0.1 պտույտ 0.1 մմ մետաղալարով: քառ. ֆերիտե միջուկի վրա d = 8 մմ:
Դժվարություններ կարող են առաջանալ կծիկ պատրաստելիս: Դուք պետք է գտնեք մեկ բաժակ ֆերիտային զրահի միջուկ: Գնդիկավոր գրիչի կոնաձև մասի վրա տեղադրեք երկու ստվարաթղթե այտ `միմյանցից պահանջվող հեռավորության վրա, որպեսզի այսպես ստանաք տնական գլանի հանպատրաստից շրջանակ: Մենք վերցնում ենք նվազագույն հաստության ոլորուն մետաղալար ՝ մոտ 0.1 մմ, այնպես, որ դրանից անհրաժեշտ պտույտները տեղավորվեն միջուկի ներսում: Գնդիկավոր գրիչի վրա մոտ 100 պտույտ ոլորելուց հետո հեռացրեք ժամանակավոր շրջանակի այտերից մեկը, իսկ մյուս ստվարաթղթե շրջանակի վրա սեղմելով ՝ ստացված կծիկը մղեք ֆերիտե գավաթի ներսում: Ընկած պտույտները պինցետներով ամրացված են միջուկի վրա: Շրջադարձների վրա գցելով սուպեր սոսինձ, ամրացրեք դրանք և կծիկը փակեք համապատասխան ստվարաթղթե շրջանակով: Պատրաստի կծիկը ամրագրված է տախտակի վրա `տաք հալվող սոսինձով:
Հաստության չափիչի ճշգրտությունը կախված կլինի նրանից, թե որքան լավ է պատրաստված կծիկը:
Կոնդենսատորը պետք է ընտրվի նվազագույն TKE- ով (տարողության ջերմաստիճանի գործակից): Խորհուրդ է տրվում գտնել ոչ բևեռային մետաղական ֆիլմի կոնդենսատոր, կերամիկական տարրերի համար TKE- ն հասնում է անընդունելի արժեքների:
Բոլոր մասերը հավաքելուց հետո նման դիզայն է ձեռք բերվում:
Այստեղ իրականացվում է ամենապարզ սարքը նվազագույն կախված մասերով հավաքելու գաղափարը:
Սարքի շահագործման սկզբունքը հետևյալն է.
- Իրականացվել է մի շրջան, որը որոշում է LC շղթայի ռեզոնանսային հաճախականությունը:
Չափագրված ազդանշան, մոտավոր սինուսոիդ, սնվում է չափիչ կծիկին և կոնդենսատորին (LC- միացում), որից հետո հաշվիչը գործում է մինչև սխեմայի ազդանշանի մարումը մինչև «0» մակարդակի. Գործարկվում է Arduino նանո համեմատիչը:
- Հաշվիչով հաշվարկվող ժամանակը համաչափ է LC շղթայի ռեզոնանսային հաճախականությանը:
Textրագրի տեքստը.
Արդյունք:Առաջարկվող սխեման հնարավորություն է տալիս հավաքել բարձր ճշգրտության պրոֆեսիոնալ սարք, դրա համար անհրաժեշտ է հավաքել բարձրորակ կծիկ, ընտրել նվազագույն TKE ոչ բևեռային կոնդենսատոր, միացնել LCD էկրանի մոդուլ, տեղադրել վերահաշվարկի բանաձևը հաշվիչ արժեքները միկրոմետրերի մեջ:
Բարեւ Ձեզ. Այսօր ես կխոսեմ GY910 հաստության չափիչի մասին: Ինչու է դա անհրաժեշտ: Այն օգտագործվում է մագնիսական և ոչ մագնիսական մետաղների ծածկույթի հաստությունը որոշելու համար, ավտոմեքենաների, օդանավերի և նավաշինության մեջ մետաղական ներկերի հաստությունը որոշելու, առօրյա կյանքում մետաղական կոնստրուկցիաների ծածկույթի հաստությունը որոշելու համար (օրինակ ՝ պատուհաններ , դռներ), տպագիր տպատախտակների արտադրության մեջ լաքի հաստությունը չափելու համար, մուտքային ստուգման ժամանակ մետաղական մասերի արագ հայտնաբերում, օգտագործված մեքենա գնելիս առանց ներկի վնասվածքի մետաղական արատների որոնում, մետաղի օքսիդի չափում ֆիլմ Եթե ձեզ հետաքրքրում է, բարի գալուստ կատու:
Ապրանքները առաքվել են սուրհանդակային ծառայության միջոցով 20 օրվա ընթացքում: Հաստության չափիչը տրամադրվում է ստվարաթղթե տուփի մեջ.

Հավաքածուն ներառում է հրահանգներ, ներառյալ սովորական ռուսերեն լեզվով.

Երկաթյա և ալյումինե թիթեղներ, ինչպես նաև տարբեր հաստության չափիչ թիթեղների հավաքածու.

Եվ, նախքան հաստության չափիչին անցնելը `դրա համառոտ տեխնիկական բնութագրերը.
GY910 Հաստության չափիչի առանձնահատկությունները.
Կոմպակտ և թեթև - այն միշտ կարող եք կրել ձեզ հետ;
Ավտոմատ անջատում էներգիա խնայելու համար;
Չափման միավորների միջև անցում;
Մետաղի տեսակի ավտոմատ ճանաչում:
Տեխնիկական պայմաններ.
Չափման սկզբունք. Էլեկտրամագնիսական ինդուկցիա և Ֆուկոյի պտտվող հոսանքներ;
Չափման տիրույթ ՝ 0 -ից 1300 մկմ;
Չափման քայլ ՝ 1 մկրան;
Չափման ճշգրտություն. ± (3% + 2 մկմ) / ± (3% + 0.078 մլն);
Չափման միջակայք `0-999 մկմ (1 մկմ) / 1000-1300 մկմ (0.01 մմ);
Կալիբրացում ՝ զրոյացում, բազմափուլ ձեռքով չափաբերում;
Չափման միավորներ `μm, mm, mil;
Թեքության նվազագույն գոգավոր շառավիղ `25 մմ;
Թեքության առավելագույն ուռուցիկ շառավիղը `1,5 մմ;
Չափման տարածքի շառավիղը `3 մմ;
Ստորգետնյա նվազագույն հաստությունը ՝ Fe (0.5 մմ) / NFe (0.3 մմ);
Սնուցման աղբյուր ՝ 2 x 1.5V AAA մարտկոց;
Բնապահպանական պայմաններ `0 ° C- ից 40 ° C` 20-70% RH;
Պահպանման պայմանները `-20 -ից 70 ° C;
Ընդհանուր չափերը ՝ 117x30x22.5 մմ;
Քաշը `65 գր
GY910 հաստության չափիչ ամբողջական հավաքածու.
Հաստության չափիչ LKP GY910;
Օգտագործման ձեռնարկ ռուսերեն լեզվով;
50 -ից 1000 մկմ տրամաչափման թիթեղների հավաքածու;
Երկաթաչափի ափսե (Fe);
Ալյումինի տրամաչափման ափսե (NFe);
Ձեռքի ժանյակ;
Փաթեթ;

Չափիչի առջևում կա LCD էկրան, չափաբերման կոճակ և միացման / անջատման / լավ կոճակ: Բազմաստիճան ստուգաչափման կարգը մանրամասն նկարագրված է հրահանգներում: Ես կստուգեմ հաստության չափիչն այնպես, ինչպես կա ՝ գործարանային չափագրմամբ:
Հետևում կա խցիկ երկու AAA մարտկոցի համար, մարտկոցները ներառված չեն փաթեթում.

Երբ մարտկոցները սպառվում են անընդունելի մակարդակի վրա, էկրանին հայտնվում է մարտկոցի ցուցիչը: Մարտկոցները պետք է փոխարինվեն, քանի որ դա մեծապես կազդի չափման ճշգրտության վրա: Այս կետը հատուկ քննարկվում է հրահանգներում:
Հաստաչափի վերին ծայրում կա էլեկտրամագնիսական պտտվող հոսանքի տվիչ, որը չափում է ծածկույթի հաստությունը.

Մագնիսական նյութերի (Fe) ծածկույթների հաստությունը չափելու համար օգտագործվում են ինչպես մագնիսական ինդուկցիան, այնպես էլ Հոլի էֆեկտը, ինչը հնարավորություն է տալիս չափել մագնիսական դաշտի խտությունը: Մագնիսական դաշտ ստեղծելու համար առավել հաճախ օգտագործվում է կծիկով փափուկ ֆերոմագնիսական ձող: Բացի այդ, իր հերթին, կծիկով երկրորդ գավազանն օգտագործվում է մագնիսական հոսքի ցանկացած փոփոխություն հայտնաբերելու համար: Coatingածկույթի հաստությունը որոշվում է մագնիսական հոսքի խտության չափմամբ: Այս տեսակի սարքերի համար չափման սխալի թույլատրելի տոկոսը կազմում է ± 3%:
Շրջադարձի սկզբունքը օգտագործվում է ոչ մագնիսական նյութերի (NFe) ծածկույթների հաստությունը չափելու համար: Theոնդի մակերևույթի վրա ստեղծվում է փոփոխական մագնիսական դաշտ ՝ օգտագործելով հոսանք (տասնյակ կՀց հաճախականությամբ մինչև մի քանի ՄՀց), որն անցնում է կծիկից, որի վրա բարակ մետաղալար է փաթաթված: Երբ զոնդը մոտենում է հաղորդիչ մակերեսին, փոփոխվող մագնիսական դաշտը դրա վրա առաջացնում է պտտվող հոսանքներ (Ֆուկոյի հոսանքներ): Շրջադարձային հոսանքները ստեղծում են իրենց սեփականը (առաջնայինին հակառակ) էլեկտրամագնիսական դաշտերը, որոնք կարող են չափվել հիմնական կամ երկրորդային ոլորունով: Շրջադարձի մեթոդը հիմնականում օգտագործվում է բարձր հաղորդունակ մակերևույթների համար, մասնավորապես `գունավոր մետաղներից (օրինակ` ալյումինից): Չափիչ ոլորուն վրա լարման մեծությունը (չափված արժեքը) կախված է նրանից մինչև էլեկտրական հաղորդիչ մակերևույթից, որը ոչ հաղորդիչ ծածկույթի հաստությունն է:
Նյութի տեսակը ՝ Fe կամ NFe, ինքնաբերաբար որոշվում է հաստության չափիչով:
Եկեք բացենք հաստության չափիչը.

Հաստաչափը օգտագործում է Texas Instruments- ի ճշգրիտ op-amp և NEXPERIA- ից փոխանցվող երկուական հաշվիչ.

Հաստաչափի «սիրտը» միկրոկոնտրոլերն է.

Մարտկոցները տեղադրեք հաստության չափիչի մեջ.

Չափման միավորները փոխվում են հոսանքի կոճակի կարճ սեղմումով, հասանելի են միկրոններ, միլիմետրեր (նկարում) և միլիխներ:

Դուք կարող եք անջատել հաստության չափիչը ՝ սեղմելով և պահելով հոսանքի կոճակը, կամ եթե չեք դիպչում դրան, ապա հինգ րոպե անց այն ինքնաբերաբար կանջատվի:
Եկեք ստուգենք չափումների ճշգրտությունը մատակարարված տրամաչափման թիթեղներով:
Մագնիսական նյութ (Fe):

Ոչ մագնիսական նյութ (NFe):

Անցնենք մեքենայի թեստին: Փորձարկումն իրականացվել է ընկերոջ մեքենայի վրա: Մեքենան գործնականում նոր է, գնված օգտագործված, «չներկված»: Ավելի շուտ, արդեն ընկերոջս մոտ, ավտոլադին ջախջախեց նրա հինգերորդ դուռը: Unfortunatelyավոք, տեսանյութ չի լինի: Anանոթներից մեկն արգելեց տարածել այն, մեքենան ուսումնասիրելուց հետո և դեռ վաճառել նրան :)))) Մյուսները նույնպես համաձայն չէին դրան: Հետեւաբար, ընդամենը մի քանի սեւ ու սպիտակ լուսանկարներ, որպեսզի չփայլեն մեքենայի գույնը: Ամեն դեպքում:
Չափումներ կատարելը շատ հեշտ է, ձեզ հարկավոր չէ թեքվել հաստության չափիչին և փորձել տեսնել ընթերցումները, երբ այն հենված է մեքենային: Մենք սահուն կերպով կիրառում ենք սենսորը տեսարժան վայրում և մի քանի վայրկյան հետո կտրուկ հետ ենք քաշում մեքենայի մարմնից առնվազն 5 սանտիմետր հեռավորության վրա: Ընթացիկ ընթերցումը կմնա էկրանին:
Այսպիսով, ես կյանքում առաջին անգամ ստուգեցի մեքենան: Ինձանից պահանջվեց հինգ րոպե ՝ հիմնական խցանումները պարզելու համար: Այս ժամանակը բավական է բոլոր հիմնական տարրերը ստուգելու համար ՝ մեքենան շրջելով շրջելով: Իհարկե, եթե ավելի շատ ժամանակ անցկացնեի, հնարավոր կլիներ ինչ -որ փոքր բաներ գտնել, բայց ինչու՞ է դա այս դեպքում: Եվ դեպքը հետաքրքիր է:
Սկսեցի գլխարկից, վարորդի կողմից ՝ դիմապակու կողքից: Եվ անմիջապես `հաջողություն (չնայած հաջողություն, կախված նրանից, թե ով):


Layerեփամածիկի լավ շերտ:
Կափարիչի մնացած մասը ծեփոն չէր.


Այլևս լուսանկարներ չեն լինի, քանի որ լուսանկարից հնարավոր կլինի որոշել մեքենայի մակնիշը:)
Շարունակեցի քայլել մեքենայի ժամացույցի սլաքի ուղղությամբ: Հինգերորդ դռան վրա ես գտա մեքենայի տիկնոջ հետ հանդիպումից մնացած ծեփոնը, մեքենայի տերը հաստատեց, որ ամեն ինչ ճշգրիտ է: Ես ավելի շատ եմ շրջում մեքենան և հասնում վարորդի դուռը: Դուռը գրեթե ամբողջությամբ ծածկված էր մածիկի լավ շերտով: Հետագայում պարզվեց, որ ձախ առջևի պաշտպանը փոխված է, հավանաբար այն ավելի թանկ արժեր այն ամրացնելը: Սա բացահայտեց ներկի շերտը, որը հաստությամբ տարբերվում է մեքենայի մնացած բոլոր ներկված մասերից: Հավանաբար, հարվածն ընկել է վարորդի դռան և թևի վրա ՝ գլխարկի վնասվածության հետ միասին: Եվ նաև փորձաքննության արդյունքում պարզ դարձավ, որ մեքենան ներկվում է, բացառությամբ տանիքի: Տանիքին մնաց միայն հայրենի ներկը: Դա հեշտ է հասկանալ ներկի հաստությունից, ինչպես նաև այն փաստից, որ ոչ գործարանային ներկը հաստությամբ անհավասար է ՝ ի տարբերություն գործարանային ներկի: Ավելին, գույնը ընտրվեց զարմանալիորեն, և մասնագետը հստակ ուղղեց և ծեփեց: Նույնիսկ ազդեցության արտացոլանքը տեսանելի չէ: Դե, իսկ ինչ, «nebit-unpainted» ...))) Ես տխրեցի տիրոջը: Գնման ժամանակ հաստության չափիչը կօգնի դրան ՝ գումար խնայելով:
Շնորհակալություն ուշադրության համար:
Ապրանքը տրամադրվում է խանութի կողմից ակնարկ գրելու համար: Վերանայումը հրապարակվում է Կայքի կանոնների 18 -րդ կետի համաձայն:
Նախատեսում եմ գնել +13 Ավելացնել ընտրանիներին Ինձ դուր եկավ ակնարկը +6