გადაცემათა კოლოფი ჩვეულებრივ იკრიბება და ტესტირება ხდება საწარმოო ქარხანაში. დაბალი და საშუალო სიმძლავრის გადაცემათა კოლოფი იგზავნება მწარმოებლისგან დალუქული. მძლავრი გადაცემათა კოლოფები, ისევე როგორც ღია გადაცემათა კოლოფი დიდი გადაცემათა კოლოფით, მოწოდებულია დაშლილი ინსტალაციისთვის.
ყველა დამუშავებული მექანიზმი იყოფა 12 გრადუსიანი სიზუსტით. ყველაზე ხშირად გამოიყენება რძის მრეწველობის აღჭურვილობისთვის ცილინდრული გადაცემათა კოლოფისიზუსტის 6-11 ხარისხი, 6-11 და ჭია 5-9 ხარისხი (რაც უფრო დაბალია ხარისხის რიცხვი, მით უფრო მაღალია მექანიზმის სიზუსტე, რომელიც განისაზღვრება კინემატიკური სიზუსტის, გლუვი მუშაობისა და კბილის კონტაქტის სტანდარტებით).
სიჩქარის აწყობისას აუცილებელია რადიალური და ღერძული გამონადენის შემოწმება გადაცემათა ბორბლები, ცენტრიდან ცენტრამდე მანძილი, გვერდითი კლირენსი და კბილების სამუშაო ზედაპირების შეხების ხარისხი.
ცილინდრული მექანიზმების რადიალური და ღერძული გამონადენი მოწმდება სპეციალურ პრიზმებზე დამონტაჟებამდე ან ცენტრებში ლილვზე დამონტაჟების შემდეგ. გამონადენი კონტროლდება სისქის მრიცხველით ან ინდიკატორით (ნახ. 7.8). ამისათვის ბორბლის კბილებს შორის მოთავსებულია ცილინდრული ლიანდაგი 1,68/u დიამეტრით (სადაც m არის მოდული), რომელზეც დაყენებულია ინდიკატორის ფეხი და ფიქსირდება მისი ისრის პოზიცია. ლიანდაგის 2-3 კბილზე გადატანით და ლილვის შემობრუნებით, დაადგინეთ განსხვავება ინდიკატორის წაკითხვაში მთელი მექანიზმისთვის. ეს განსხვავება არის რადიალური გადინების რაოდენობა მექანიზმის საწყისი წრის გასწვრივ. ღერძული გამონადენი მოწმდება ინდიკატორით.
ცილინდრული გადაცემათა ქსელში გვერდითი უფსკრული კონტროლდება საგრძნობი საზომით ან ინდიკატორით (ნახ. 7.9). ამისთვის, ერთ-ერთი გადაცემათა კოლოფის ლილვზე მიმაგრებულია დრაივერი, რომლის ბოლო ეყრდნობა დანადგარის სხეულზე დამონტაჟებული ინდიკატორის ფეხს. მეორე ბორბალი ფიქსირდება უმოძრაოდ სამაგრით. მძღოლი, ლილვთან და ბორბალთან ერთად, შემობრუნებულია ერთი მიმართულებით, შემდეგ მეორეში (ეს შეიძლება გაკეთდეს მხოლოდ გვერდითი უფსკრულის რაოდენობით). გადაცემათა კოლოფის პირველ და მეორე პოზიციაზე ინდიკატორის წაკითხვის სხვაობა ხელახლა გამოითვლება გვერდითი კლირენსის მნიშვნელობამდე ფორმულის გამოყენებით
Sp = CR 1ლ,
სადაც cn არის გვერდითი კლირენსის ოდენობა, m; თან -ინდიკატორის ჩვენებების განსხვავება გადაცემათა კოლოფის პირველ და მეორე პოზიციებზე, m; რ - საწყისი წრის რადიუსი, m; ლ - ლაგამის სიგრძე, მ.
IN ტექნიკური პირობებიდააფიქსირეთ ყველაზე პატარა გვერდითი უფსკრული.
|
|

ბორბლებით მექანიზმების აწყობისას, რომელთა მოდული 6 მმ-ზე მეტია, ეს ხარვეზები მოწმდება კბილებს შორის გადახვევით.
კბილის სიგრძეზე დამონტაჟებული სამი ან ოთხი ცალი ტყვიის მავთული.
მავთულის ანაბეჭდები არის ცვლადი სისქის ზოლები. უფრო მცირე სისქე c შეესაბამება კბილის სამუშაო მხარეს გვერდითი უფსკრულის ნაწილს, ხოლო უფრო დიდი c2 - არასამუშაო მხარეს. ამ რაოდენობების ჯამი არის გვერდითი კლირენსი, ანუ cn = c + c2.
დაასრულეთ გადაცემათა კოლოფის შემოწმება საკონტაქტო წერტილებზე საღებავის ანაბეჭდების შემოწმებით. ამისთვის მამოძრავებელი მექანიზმის კბილები დაფარულია ჭვარტლის ან ლურჯის თხელი ფენით, გაზავებული საშრობი ზეთში და გადაცემათა მატარებელი რამდენჯერმე ტრიალდება.
ამოძრავებული ბორბლის კბილებზე ჩნდება შეხების ნიშნები (ანაბეჭდები), რომლითაც ფასდება ჩართულობის ხარისხი. თუ ანაბეჭდები კბილის ზედა ნაწილშია, მაშინ მანძილი ცენტრიდან ცენტრამდე ნორმაზე მეტია. კბილის ფსკერზე ანაბეჭდის გაკეთებისას ბორბლები უფრო ახლოს არის ერთმანეთთან, ვიდრე საჭიროა. სწორად აწყობილ მექანიზმში ანაბეჭდები განლაგებულია კბილების გვერდითი ზედაპირის შუა ნაწილში სიმაღლეში და სიგრძეში.
თუ კბილის ზედაპირებს შორის არასაკმარისი შეხებაა, დამონტაჟებისას დასრულება ხორციელდება გაფხეკით, აბრაზიული ფხვნილებით და პასტებით დაფქვით და დატვირთვის ქვეშ ზეთით დაფქვით. ფაილების გამოყენება მკაცრად აკრძალულია.
ბეველ გადაცემათა კოლოფი ძირითადად იკრიბება რემონტის დროს. ამ შემთხვევაში, საწყისი კონუსების წვეროები უნდა ემთხვეოდეს, ხოლო ღერძები უნდა იყოს ერთმანეთის პერპენდიკულარული. ჩართულობისას გადახრები არ უნდა აღემატებოდეს ტოლერანტობის საზღვრებს. ღერძების ღერძების პოზიცია მოწმდება ქლიავის ხაზებით, სახაზავებით და სხვა უნივერსალური ხელსაწყოებით, ბორბლების დამონტაჟება მოწმდება მათი ფორმირების ბორბლების დამთხვევით ბორბლის ღერძების სიბრტყეში. დასაშვები გადახრა. არის 0,1-0,5 მმ.საღებავზე შემოწმებისას გამოვლინდება შემდეგი გადახრებინორმიდან: არასაკმარისი კლირენსი - ბორბლები ერთმანეთთან ძალიან ახლოსაა (ნახ. 7.10, დ); ინტერაქსიალური კუთხე უფრო მცირეა (ნახ. 7.10, V)ან გამოთვლილზე მეტი (ნახ. 7.10, 6). თუ მამოძრავებელი ან ამოძრავებული ბორბლების კბილებზე საღებავის კვალი მჭიდროდ არის განლაგებული კბილის ერთ მხარეს ვიწრო ბოლოში, ხოლო მეორე მხარეს ფართო ბოლოზე, ეს მიუთითებს, რომ გადაცემათა ბორბლების ღერძი არასწორად არის განლაგებული. ყველა შემთხვევაში ნორმიდან გადახრები გამოსწორებულია სანტექნიკის დამატებითი ოპერაციებით. ტიპიური ანაბეჭდები, როდესაც თაღოვანი ბორბლები სწორად არის ჩართული, ნაჩვენებია ნახ. 7.10, ა.
ბრინჯი. 7.10. Bevel მექანიზმის ჩართვის ხარისხის კონტროლი:
I - დატვირთვის გარეშე (აწყობის დროს); II - სრული დატვირთვით (მუშაობაში); ა - სწორი ჩართულობა; ბ - ინტერაქსიალური კუთხე აღემატება გამოთვლილს; გ - ღერძთაშორისი კუთხე ნაკლებია გამოთვლილზე; g - არასაკმარისი კლირენსი
ჭიის მექანიზმის აწყობისას, შეამოწმეთ ჭიის ლილვებისა და ჭიის ბორბლის ცენტრიდან ცენტრამდე მანძილი, ლილვების სწორი პოზიცია, გვერდითი უფსკრული ბადეში და ბორბლის კბილების სამუშაო ზედაპირების მორგება და ჭიის ბორბლები. . ჭიების წყვილის დამონტაჟება მოწმდება სპეციალურად დამზადებული შაბლონებისა და ზონდების, ქლიავის ხაზების, სასწორის სახაზავის და დონის გამოყენებით. ქლიავის ხაზები ქვეითდება ჭიის ლილვიდან და იზომება მანძილი ლილვიდან ბორბლის გვერდით ზედაპირამდე. თუ გადაცემათა კოლოფი სწორია, ეს მანძილი უნდა იყოს იგივე. ასეთი შემოწმება ყოველთვის არ შეიძლება განხორციელდეს, რადგან გადაცემათა კოლოფი დამონტაჟებულია გადაცემათა კოლოფში. ამიტომ ინსტალაციის დროს შეამოწმეთ შეხება საღებავთან (ნახ. 7.11). შეხება ერთ მხარეს ან მეორეზე მიუთითებს ცულების არასწორი განლაგებაზე. საკონტაქტო ადგილის მიახლოება კბილის კიდემდე მიუთითებს გაზრდილ ინტერაქსიალურ მანძილს და პირიქით.
ბრინჯი. 7.11. ჭიის მექანიზმის ჩართვის ხარისხის კონტროლი
ამისთვის ნორმალური ოპერაციაჭიის მექანიზმში დიდი მნიშვნელობა აქვს გვერდითი კლირენსის რაოდენობას (ნახ. 7.12), რაც დამოკიდებულია მექანიზმის სიზუსტეზე და ზომაზე. აწყობილ მექანიზმებში კლირენსის რაოდენობა განისაზღვრება ჭიის ბრუნვით "მკვდარი" მოძრაობის დროს, ანუ ჭიის და სტაციონარული ბორბლის კუთხოვანი მოძრაობით. თუ ეს უფსკრული არ არის, მატლი ჩერდება.
მცირე ზომის ზუსტი მექანიზმებში, სადაც გვერდითი კლირენსი ძალიან მცირეა, ჭიის თავისუფალი ბრუნვა განისაზღვრება ინდიკატორით. ჭიის და ბორბლის ამობურცულ ბოლოებზე დამაგრებულია ბერკეტები, რომლებიც ეხება ინდიკატორებს, ხოლო ინდიკატორის ისრის პოზიცია ფიქსირდება საწყის მდგომარეობაში.
ბადისებრი დეფექტები ხელს უწყობს დამატებითი ბგერებისა და ხმების გაჩენას: კბილების დაკაკუნება და დაწკაპუნება, ზოგჯერ ქრება, ზოგჯერ გაძლიერება, შეიძლება გამოწვეული იყოს კბილის სიმაღლის შეცდომებით ან ძალიან დიდი ხარვეზებით; ჭექა-ქუხილის ხმები და ხრეშის ხმები, რაც იწვევს გადაცემის კორპუსის ვიბრაციას, შეიძლება გამოწვეული იყოს მცირე გვერდითი უფსკრულით (მჭიდრო ჩაჭიმვა), ბორბლის კბილების თავებზე მკვეთრი კიდეების არსებობით და ბორბლის ღერძების არასწორად განლაგებით; ხმაური მაღალი ტონი, რომელიც გადაიქცევა მკვეთრ ყმუილში და მუდმივ არათანაბარ დაკაკუნებაში ბადეში ბრუნვის მზარდი სიჩქარით, ხდება კბილების სამუშაო ზედაპირების ფორმის დამახინჯების ან მათზე ადგილობრივი დეფექტების არსებობისას; პერიოდულად მზარდი და შესუსტებული ხმაური, რომელიც სისტემატურად მეორდება ბორბლის ყოველი შემობრუნებისას, არის კბილების ექსცენტრიული განლაგების შედეგი ბრუნვის ღერძთან ან ფხვიერი მორგებით.
ჭიის მექანიზმის ნორმალური ფუნქციონირება განისაზღვრება მისი უმოქმედო და დატვირთვის ქვეშ შემოწმებით. ამავდროულად, მოწმდება არა მხოლოდ საკონტაქტო ლაქების ზომა და ბუნება, არამედ მექანიზმის გათბობის ტემპერატურა, რომელიც არ უნდა აღემატებოდეს 80 °C სიზუსტის მე-2 და მე-3 ხარისხის მექანიზმებს, ხოლო 65 °C-ს. სიზუსტის მე-4 ხარისხის გადაცემათა კოლოფი. გადაჭარბებული სიცხე მიუთითებს დეფექტურ აწყობაზე და დამუშავებაზე, არასაკმარის შეზეთვაზე ან საპოხი ზეთის არასწორ არჩევანზე.
გვერდითი უფსკრული j n შეჯვარების ბორბლების უსაქმურ კბილის პროფილებს შორის განისაზღვრება კბილების მიმართულების პერპენდიკულარულ მონაკვეთში, მთავარ ცილინდრებზე ტანგენტის სიბრტყეში (სურათი 36). ეს უფსკრული აუცილებელია მექანიზმის გაცხელებისას შეფერხების აღმოსაფხვრელად (ტემპერატურის კომპენსაცია), საპოხი მასალის ფენის დასაყენებლად და ასევე წარმოებისა და შეკრების შეცდომების კომპენსაციისთვის. გვერდითი კლირენსი იწვევს უკუსვლას გადაცემათა უკუსვლისას, რომლის სიდიდე შეზღუდულია არასამუშაო კბილის პროფილებზე ზემოქმედების შესამცირებლად. თეორიული გადაცემათა კოლოფი არის ორპროფილიანი და უკუცემის გარეშე (j n = 0). რეალურ გადაცემას უნდა ჰქონდეს გვერდითი კლირენსი.
გვერდითი კლირენსის მინიმალური მნიშვნელობა j n min განსაზღვრავს კბილის შეჯვარების ტიპს. სტანდარტები ითვალისწინებს შეჯვარების ექვს ტიპს: A (გაზრდილი გარანტირებული უფსკრული j n წთ 3-12 გრადუსი სიზუსტით), B (ნორმალური გარანტირებული უფსკრულით, 3-11), C, D (შემცირებული j n წთ. 3-9, 3-8), E (მცირე j n წთ, 3-7), N (ნულოვანი j n წთ, 3-7).
დადგენილია რვა ტიპის ტოლერანტობა Tj n გვერდითი კლირენსისთვის (ამ შემთხვევაში Tj n =
j n min - j n max): h, d, c, b, a, z, y, x. ტოლერანტები განლაგებულია ზრდის მიხედვით. კონიუგაციის H და E ტიპები შეესაბამება ტოლერანტულ ტიპს h, კონიუგაციის ტიპები D, C, B, A შეესაბამება შესაბამისად d, c, b, a. დასაშვებია, ტექნოლოგიური ან სხვა მიზეზების გამო, შეჯვარების ტიპებისა და გვერდითი კლირენსის ტოლერანტების კორესპონდენციის შეცვლა, ასევე ტოლერანტობის ტიპების z, y, x (იხ. სურათი 36).
დადგენილია ღერძულ დისტანციებზე გადახრების ექვსი კლასი, რომლებიც მითითებულია რომაული ციფრებით 1-დან Y1-მდე სიზუსტის კლებადობით. გარანტირებული გვერდითი კლირენსი უზრუნველყოფილია ამ ტიპის შეჯვარებისთვის დადგენილი ღერძული მანძილის გადახრების კლასებთან შესაბამისობის გათვალისწინებით (H, E – II კლასი, D, C, B, A – III, IY, Y, YI კლასები).
მინიმალური გვერდითი კლირენსი j n min უნდა ითვალისწინებდეს ტემპერატურის კომპენსაციას j nt და საპოხი ფენის სმ:
j n min = j nt + იხ. (3.156)
სურათი 36 - გვერდითი კლირენსი გადაცემათა კოლოფში
საჭირო ტემპერატურის კომპენსაცია შეიძლება გამოითვალოს ბორბლის t ბორბლის და გადაცემათა კოლოფის t ზოლის ტემპერატურის ცოდნით და იმის გათვალისწინებით, რომ გვერდითი კლირენსი j n იზომება პროფილის კუთხით :
t = a w [ რაოდენობა (t დათვლა – 20 0) - cor (t corr – 20 0)],
სადაც w არის ღერძთაშორისი მანძილი, I არის წრფივი გაფართოების კოეფიციენტები ( რიცხვი - ბორბლები, ბირთვი - სხეული).
იმის გათვალისწინებით, რომ საპოხი მასალის სისქე უნდა იყოს 0.01-დან 0.03 მოდულამდე, მივიღებთ, რომ მინიმალური (გარანტირებული) გვერდითი კლირენსი j n min უნდა იყოს ტოლი
j n წთ = (0.01 0.03) m + a w [(( რაოდენობა (t რაოდენობა –20 0) - ჩიხი (t ზოლი – 20 0) 2sin (3.157)
B ტიპის შეერთება იძლევა გვერდითი კლირენსის გარანტიას, რაც ხელს უშლის გადაცემათა კოლოფის კბილების გაცხელებას, როდესაც ტემპერატურული სხვაობა ბორბლებსა და კორპუსს შორის არის 25 0 C (იხ. სურათი 36).
როგორც ზემოაღნიშნულიდან გამომდინარეობს, კბილების შეჯვარების ტიპი განისაზღვრება გაანგარიშებით ან ექსპერიმენტით, მიუხედავად სიზუსტის ხარისხისა. გადაცემათა კოლოფის წარმოებაში ან დამონტაჟებაში დასაშვები შეცდომები, სიზუსტის ხარისხიდან გამომდინარე, გავლენას ახდენს გვერდითი კლირენსის მაქსიმალურ მნიშვნელობაზე.
გვერდითი კლირენსის უზრუნველსაყოფად სამი მეთოდი არსებობს: გადაცემათა ღერძებს შორის მანძილის რეგულირება, წარმოებაში სქელი კბილების მქონე სპეციალური ხელსაწყოს გამოყენება და გადაცემათა საჭრელი ხელსაწყოების თაროს ორიგინალური კონტურის რადიალურად გადაადგილების მეთოდი.
პირველი მეთოდი პრაქტიკულად არ გამოიყენება, რადგან სამუშაო ლილვების გადაადგილება გვერდითი კლირენსის მისაღებად იწვევს პროფილის აქტიური ნაწილის და გადახურვის კოეფიციენტის შემცირებას; ეს მეთოდი შეუძლებელია ორ პარალელურ ლილვზე დამჯდარი რამდენიმე წყვილი კბილებით, რადგან ერთი წყვილი მექანიზმის მორგებული გვერდითი კლირენსი იძლევა მიუღებელ მნიშვნელობებს გადაცემათა დარჩენილი წყვილებისთვის.
"თხელი" მექანიზმის კბილების მოპოვების მეორე მეთოდი ხელსაწყოს საჭრელი კბილების სისქის გაზრდით (წისქვილები, თაროები და ა.შ.) იწვევს ხელსაწყოს დიაპაზონის ზრდას და ფასის ზრდას.
მესამე მეთოდი უპირატესად ფართოდ გავრცელდა, რადგან ის იყენებს სტანდარტულ ხელსაწყოს და იძლევა ნებისმიერი გვერდითი უფსკრულის გამო, გადაცემათა საჭრელი ხელსაწყოს დამატებითი გადაადგილების გამო სამუშაო ნაწილის „სხეულში“. უმცირესი გვერდითი უფსკრული იქმნება კბილის სისქის შემცირებით მუდმივი აკორდის E გასწვრივ ორიგინალური კონტურის რადიალური გადაადგილების მეთოდით E N ოდენობით. კბილის სისქის დამატებითი შემცირება აკორდის გასწვრივ ტოლერანტობის მნიშვნელობით T c ხდება იმის გამო. საწყისი კონტურის T N გადაადგილების ტოლერანტობამდე, რაც იწვევს გვერდითი კლირენსის შესაბამის ზრდას. დამოკიდებულებები, რომლებიც ახასიათებს გვერდითი კლირენსის ცვლილებას თავდაპირველი კონტურის გადაადგილებისა და კბილის გათხელების შედეგად, ნაჩვენებია სურათზე 36:
j n min = 2 E N sin; (3.158)
E C = 2E H tg. (3.159)
ამრიგად, გვერდითი კლირენსი განისაზღვრება საწყისი კონტურის E H გადაადგილებით, ცენტრის მანძილით ა(ამისთვის დაყენებულია გადახრები f a), კბილის სისქე წრიულ წრეზე ან კბილის მუდმივი აკორდი 
რადიალური გამონადენის არსებობისას, კბილის სისქე არ რჩება მუდმივი, მაგრამ იცვლება ამძრავი ბორბალთან მიახლოების და დაშორებისას, შესაბამისად T H F r:
T H = 1.1 F r + 20. (3.160)
გვერდითი კლირენსი შედგება გარანტირებული გვერდითი კლირენსისგან j n min და გვერდითი კლირენსისგან j n 1 წარმოების და მონტაჟის შეცდომების კომპენსაციისთვის (1 და 2 - ბორბალი და გადაცემათა კოლოფი):
j n min + j n1 = (E H 1 + E H 2)2 sin. (3.161)
ვივარაუდოთ, რომ ბორბლისა და პინიონის გადახრები დაახლოებით იგივეა
E N 1 E N 2 E N, ვიღებთ ( = 20 0):
გვერდითი კლირენსი j n 1 ითვალისწინებს ღერძთაშორისი მანძილის გადახრებს fa, ჩართულობის ველს f p ორ ბორბალში, ორი ბორბლის F მიმართულების გადახრას, f x პარალელიზმიდან გადახრას და f y, j n 1 ღერძების არასწორ განლაგებას. უდრის კვადრატულ ჯამს:
ყველაზე დიდი გვერდითი უფსკრული არის შეკრების განზომილებიანი ჯაჭვის დახურვის რგოლი, რომლის შემადგენელი რგოლები იქნება ცენტრის მანძილის გადახრები და თავდაპირველი კონტურების გადაადგილება:
j n max = j n min + (T H 1 + T H 2 + 2f a) 2sin. (3.164)
წარმოების საჭიროებების გათვალისწინებით, შემდეგი ინდიკატორები გამოიყენება გვერდითი კლირენსის დასახასიათებლად:
ორიგინალური კონტურის ყველაზე მცირე გადაადგილება E ნ (ტოლერანტობა თ ნ );
კბილის სისქის ყველაზე მცირე გადახრა E თან (ტოლერანტობა თ თან = 0.73 ტ ნ );
საშუალო სიგრძის ყველაზე მცირე გადახრა საერთო ნორმალურიე wm (ტოლერანტობა თ wm );
საერთო ნორმალური E-ს სიგრძის ყველაზე მცირე გადახრა ვ (ტოლერანტობა თ ვ );
საზომი ცენტრის მანძილის მაქსიმალური გადახრები ე ა`` (+ ე ა `` ს და -ე ა`` მე ).
ნორმალური W არის მანძილი კბილების ჯგუფის (2, 3 და ა.შ.) მოპირდაპირე მხარეს შორის.
საზომი ცენტრის მანძილი – კონტროლირებადი ბორბლისა და საზომი ბორბლის კბილების უკუშეჯვარების მანძილი; E a `` s =  (საზომი მანძილის რყევა ერთ კბილზე); E a `` I = -T N.
(საზომი მანძილის რყევა ერთ კბილზე); E a `` I = -T N.
გადაცემათა კოლოფის ბორბლების, გადაცემათა კოლოფის კორპუსების, დისკების და ა.შ. გამოყენებულია ინდიკატორები w (E w, T w), S c (E c, T c), f a (სურათი 36).
მექანიზმების მონიტორინგისას გამოიყენება ინდიკატორების ნაკრები, რომლებიც დადგენილია სხვადასხვა ხარისხის სიზუსტისთვის. საკონტროლო კომპლექსები თანაბარია, მაგრამ არა ექვივალენტური. პირველი მათგანი (თითოეული სტანდარტისთვის, რომელიც ჩამოყალიბებულია ერთი რთული ინდიკატორით, იძლევა ბორბლის სიზუსტის ყველაზე სრულ შეფასებას). ყოველი მომდევნო ახასიათებს ძირითადი შეცდომის მნიშვნელოვან ნაწილს ან მის ცალკეულ ნაწილებს.
ამა თუ იმ საკონტროლო კომპლექსის არჩევანი დამოკიდებულია მექანიზმებისა და მექანიზმების დანიშნულებაზე და სიზუსტეზე (ინვერსიის პრინციპი), მათ ზომებზე, საკონტროლო პრაქტიკაზე, მოცულობასა და წარმოების პირობებზე და ა.შ. შერჩეული კომპლექსისთვის საჭირო ტოლერანტობა და გადახრები მითითებულია მექანიზმის ნახაზი არასტანდარტული საწყისი კონტურით და ბორბალი კონტროლდება ყველა თვალსაზრისით.
სტანდარტული საწყისი კონტურის მქონე მექანიზმების ნახაზებში (სურათი 37), დიზაინერი არ მიუთითებს კომპლექსის ინდიკატორებზე; ეს მაჩვენებლები მინიჭებულია ტექნოლოგიური სერვისების მიერ.
სიჩქარის ბორბლების შემოწმება შეიძლება იყოს მისაღები, პრევენციული და ტექნოლოგიური.
მიღების კონტროლი - აკონტროლეთ კომპლექსის მუშაობა.
პრევენციული – ტექნოლოგიური პროცესების გამართვა და დეფექტების გამომწვევი მიზეზების დადგენა.
კინემატიკური სიზუსტის გასაკონტროლებლად, ინსტრუმენტები გამოიყენება ბორბლების კინემატიკური შეცდომის გასაზომად, საზომი ცენტრის მანძილის, ნაბიჯების დაგროვილი ცდომილების, რადიალური გადინების, საერთო ნორმის სიგრძის რყევების და მოძრავი შეცდომის გასაზომად.
მუშაობის სიგლუვის მონიტორინგისას, ინსტრუმენტები გამოიყენება ლოკალური კინემატიკური და ციკლური შეცდომების გასაზომად, ბადისებური სიმაღლის, პროფილის შეცდომის და კუთხოვანი სიმაღლის გადახრების გასაზომად.
კონტაქტის სისრულის მონიტორინგისას, ინსტრუმენტები გამოიყენება მთლიანი კონტაქტის პაჩის, ღერძული სიმაღლის, კბილის მიმართულების, ფორმის შეცდომის და საკონტაქტო ხაზის მდებარეობის გასაზომად.
გვერდითი კლირენსის მონიტორინგისას, ინსტრუმენტებით იზომება თავდაპირველი კონტურის გადაადგილება, საზომი ცენტრის მანძილის გადახრა, საერთო ნორმის საშუალო სიგრძის გადახრა და კბილის სისქე (კალიბრის ლიანდაგების ჩათვლით).

სურათი 37 - მექანიზმი
გადაცემათა კოლოფის გაცხელებისას შესაძლო შეფერხების აღმოსაფხვრელად, საპოხი მასალის ნაკადის პირობების უზრუნველსაყოფად და რეფერატის შებრუნებისას და რეალური მექანიზმების გაყოფის დროს უკუშექცევის შესაზღუდად, მათ უნდა ჰქონდეთ გვერდითი კლირენსი j n (კბილების არასამუშაო პროფილებს შორის. შეჯვარების ბორბლები). ეს უფსკრული ასევე აუცილებელია გადაცემის დამზადებისა და დამონტაჟების შეცდომების კომპენსაციისთვის. გვერდითი კლირენსი განისაზღვრება კბილების მიმართულების პერპენდიკულარულ მონაკვეთში, მთავარ ცილინდრებზე ტანგენტის სიბრტყეში (სურათი 8.2.13). ნახაზი 8.2.13 გვერდითი კლირენსი უზრუნველყოფილია თაროს (გადაცემათა საჭრელი ხელსაწყოს) ორიგინალური კონტურის რადიალურად გადაადგილებით ბორბლის კორპუსში მისი ნომინალური პოზიციიდან. სიჩქარის ტოლერანტობის სისტემა ადგენს გარანტირებულ გვერდითი კლირენსს j nmin, რაც არის ყველაზე მცირე დადგენილი გვერდითი კლირენსი, ბორბლებისა და გადაცემათა სიზუსტის ხარისხისგან დამოუკიდებლად. იგი განისაზღვრება ფორმულით: სადაც V არის კბილებს შორის საპოხი ფენის სისქე; a ω - ცენტრის მანძილი; α 1 და α 2 – ბორბლების და კორპუსის მასალის წრფივი გაფართოების ტემპერატურული კოეფიციენტები; Δt° 1 და Δt° 2 – ბორბლისა და სხეულის ტემპერატურის გადახრა 20°C-დან; α არის ორიგინალური კონტურის პროფილის კუთხე. საპოხი ფენის სისქე მიიღება დაახლოებით 0,01 მ-დან (დაბალსიჩქარიანი კინემატიკური მექანიზმებისთვის) 0,03 მ-მდე (მაღალსიჩქარიანი მექანიზმებისთვის). სხვადასხვა ინდუსტრიის მოთხოვნების დასაკმაყოფილებლად, გადაცემათა ბორბლების დამზადების სიზუსტის ხარისხის მიუხედავად, მოცემულია ექვსი ტიპის ინტერფეისი, რომელიც განსაზღვრავს j nmin-ის სხვადასხვა მნიშვნელობებს: A, B, C, D, E, H (სურათი 8.2.14).  სურათი 8.2.14 დადგენილია ცენტრიდან ცენტრამდე მანძილის გადახრების ექვსი კლასი, რომლებიც მითითებულია სიზუსტის კლებადობის მიხედვით რომაული ციფრებით I-დან VI-მდე. გარანტირებული გვერდითი კლირენსი თითოეულ შეჯვარებაში უზრუნველყოფილია ღერძული დისტანციის გადახრების დადგენილი კლასების მიხედვით (H და E შეჯვარებისთვის - II კლასი, D, C, B და A შეჯვარებისთვის - III, IV, V და VI კლასები, შესაბამისად. ). კორესპონდენცია თანამოაზრეების ტიპებსა და მითითებულ კლასებს შორის შეიძლება შეიცვალოს. გვერდითი კლირენსს აქვს ტოლერანტობა T jn, რომელიც განისაზღვრება უდიდეს და უმცირეს კლირენსს შორის სხვაობით. როგორც გვერდითი კლირენსი იზრდება, ტოლერანტობა T jn იზრდება. დადგენილია რვა სახის ტოლერანტობა T jn გვერდითი კლირენსისთვის: x, y, z, a, b, c, d, h. წყვილების H და E ტიპები შეესაბამება ტოლერანტობის ტიპს h, წყვილების ტიპები D, C, B და A შეესაბამება ტოლერანტობის ტიპებს d, c, b და a. კორესპონდენცია თანატოლების ტიპებსა და ტოლერანტობის ტიპებს შორის T jn შეიძლება შეიცვალოს ტოლერანტობის ტიპების z, y და x გამოყენებით. რგოლის მექანიზმის გაშვება განისაზღვრება, როგორც სხვაობა უმაღლეს და დაბალ ინდიკატორებს შორის, როდესაც წვერი მდებარეობს კონტროლირებადი ბორბლის ყველა ღრუში.
სურათი 8.2.14 დადგენილია ცენტრიდან ცენტრამდე მანძილის გადახრების ექვსი კლასი, რომლებიც მითითებულია სიზუსტის კლებადობის მიხედვით რომაული ციფრებით I-დან VI-მდე. გარანტირებული გვერდითი კლირენსი თითოეულ შეჯვარებაში უზრუნველყოფილია ღერძული დისტანციის გადახრების დადგენილი კლასების მიხედვით (H და E შეჯვარებისთვის - II კლასი, D, C, B და A შეჯვარებისთვის - III, IV, V და VI კლასები, შესაბამისად. ). კორესპონდენცია თანამოაზრეების ტიპებსა და მითითებულ კლასებს შორის შეიძლება შეიცვალოს. გვერდითი კლირენსს აქვს ტოლერანტობა T jn, რომელიც განისაზღვრება უდიდეს და უმცირეს კლირენსს შორის სხვაობით. როგორც გვერდითი კლირენსი იზრდება, ტოლერანტობა T jn იზრდება. დადგენილია რვა სახის ტოლერანტობა T jn გვერდითი კლირენსისთვის: x, y, z, a, b, c, d, h. წყვილების H და E ტიპები შეესაბამება ტოლერანტობის ტიპს h, წყვილების ტიპები D, C, B და A შეესაბამება ტოლერანტობის ტიპებს d, c, b და a. კორესპონდენცია თანატოლების ტიპებსა და ტოლერანტობის ტიპებს შორის T jn შეიძლება შეიცვალოს ტოლერანტობის ტიპების z, y და x გამოყენებით. რგოლის მექანიზმის გაშვება განისაზღვრება, როგორც სხვაობა უმაღლეს და დაბალ ინდიკატორებს შორის, როდესაც წვერი მდებარეობს კონტროლირებადი ბორბლის ყველა ღრუში.
გადაცემათა გადაცემის დამახასიათებელი სტანდარტიზებული პარამეტრებია:
კბილის მოდული,
გადაცემათა კოეფიციენტი,
ცენტრის მანძილი.
ჭიის გადაცემათა კოლოფი კლასიფიცირდება, როგორც გადაცემათა ხრახნიანი გადაცემათა კოლოფი. თუ გადაცემათა ხრახნიან გადაცემათა კოლოფში კბილების დახრილობის კუთხეები ისეა აღებული, რომ მექანიზმის კბილები გარშემორტყმულია მის ირგვლივ, მაშინ ეს კბილები გადაიქცევა ძაფის მოსახვევებად, მექანიზმი ჭიაყელად, ხოლო გადაცემათა კოლოფი ხვეული მექანიზმიდან. ჭიაში. ჭიის მექანიზმის უპირატესობა ხვეული მექანიზმთან შედარებით არის ის, რომ ბმულების საწყისი კონტაქტი ხდება ხაზის გასწვრივ და არა წერტილში. გადაკვეთის კუთხე ლილვებიჭია და ჭიის ბორბალი შეიძლება იყოს ნებისმიერი, მაგრამ ჩვეულებრივ ეს არის 90°.
ბეველ მექანიზმი
თუ ღერძებს შორის კუთხე 90°-ია, მაშინ ღერძული მექანიზმი ეწოდება ორთოგონალური. ზოგადად, არაორთოგონალურ გადაცემაში, რგოლების კუთხური სიჩქარის ვექტორებს შორის კუთხეს ემატება 180°. 1 და 2, დაურეკა ცენტრის კუთხე Σ
33\34. განზომილებიანი ურთიერთქმედების პარამეტრების ნორმალიზება საკვანძო კავშირებში
საკვანძო კავშირები
კლავიშიანი კავშირების დანიშნულება კლავიშიანი კავშირები შექმნილია მოხსნადი კავშირების წარმოებისთვის, რომლებიც გადასცემენ ბრუნვას. ისინი უზრუნველყოფენ გადაცემათა კოლოფის, საბურავის და სხვა ნაწილების ბრუნვას, რომლებიც დამონტაჟებულია ლილვებზე გარდამავალი მორგების გასწვრივ, რომელშიც, ჩარევასთან ერთად, შეიძლება იყოს ხარვეზები. გასაღებების კავშირების ზომები სტანდარტიზებულია. არსებობს საკვანძო კავშირები პრიზმული (GOST 23360), სეგმენტი (GOST 24071), სოლი (GOST 24068) და ტანგენციალური (GOST 24069) გასაღებები. პრიზმული კლავიშებით ღილაკიანი კავშირები გამოიყენება მსუბუქად დატვირთულ დაბალსიჩქარიან ტრანსმისიებში (დანადგარების კინემატიკური კვების ჯაჭვები), დიდი ზომის პროდუქტებში (გაყალბების მოწყობილობა, შიდა წვის ძრავების მფრინავები, ცენტრიფუგები და ა.შ.). სოლი და ტანგენციალური კლავიშები შთანთქავს ღერძულ დატვირთვებს ძლიერ დატვირთულ სახსრებში შებრუნების დროს. ყველაზე ფართოდ გამოიყენება პარალელური გასაღებები. პარალელური გასაღებების დიზაინი და ზომები პარალელურ კლავიშებს აქვთ სამი დიზაინი. გასაღების დიზაინის ტიპი განსაზღვრავს ლილვზე ღარის ფორმას. შესრულება 1 დახურული ღარისთვის, ნორმალური შეერთებისთვის სერიული და მასობრივი წარმოების პირობებში; ვერსია 2 ღია ღარისთვის სახელმძღვანელო ღილაკებით, როდესაც ყდა მოძრაობს ლილვის გასწვრივ ფხვიერი კავშირით; ვერსია 3 ნახევრად ღია ღარისთვის, ლილვის ბოლოს დამონტაჟებული გასაღებებით, დაჭერილი ყდის მჭიდრო შეერთებით ლილვზე ერთი და სერიული წარმოების ტიპებში. გასაღების ზომები დამოკიდებულია ლილვის დიამეტრის ნომინალურ ზომაზე და განისაზღვრება GOST 23360-ის მიხედვით. გასაღების აღნიშვნების მაგალითები: 1. გასაღები 16 x 10 x 50 GOST 23360 (პრიზმული გასაღები, ვერსია 1; b x h = 16 x 10, გასაღების სიგრძე l = 50). 2. გასაღები 2 (3) 18 x 11 x 100 GOST 23360 (პრიზმული გასაღები, ვერსია 2 (ან 3), b x h = 18 x 11, გასაღების სიგრძე l = 100). გასაღების მორგება და რეკომენდაციები ტოლერანტობის მინდვრების არჩევისთვის. მორგების ძირითადი განზომილება არის გასაღების სიგანე b. ამ ზომის მიხედვით, გასაღები წყვილდება ორი ღარით: ღარი ლილვზე და ღარი ბუჩქში. გასაღებები, როგორც წესი, უმოძრაოდ უერთდებიან ლილვების ღარებს, ხოლო ბუჩქების ღარები უფსკრულით. ჩარევა აუცილებელია იმის უზრუნველსაყოფად, რომ გასაღებები არ მოძრაობენ მუშაობის დროს, ხოლო კლირენსი აუცილებელია ზომებისა და ღარების შედარებითი პოზიციის უზუსტობების კომპენსაციისთვის. გასაღებები, განურჩევლად მორგებისა, დამზადებულია b ზომით h9 ტოლერანტობით, რაც შესაძლებელს ხდის მათ ცენტრალიზებულ წარმოებას. დარჩენილი ზომები ნაკლებად მნიშვნელოვანია: გასაღების სიმაღლე h11-ის მიხედვით, გასაღების სიგრძე h14-ის მიხედვით, გასაღების ღარის სიგრძე H15-ის მიხედვით. გასაღებები მოთავსებულია ლილვის სისტემის მიხედვით (Ch). სტანდარტი იძლევა ტოლერანტობის ველების სხვადასხვა კომბინაციებს ლილვისა და ბუჩქის ღარებისთვის გასაღების სიგანის ტოლერანტობის ველით. ფხვიერი კავშირი გამოიყენება გრძელი გასაღებების მართვისთვის; ნორმალურები ყველაზე ხშირად გამოიყენება ლილვის შუაში დამონტაჟებული გასაღებების დასამაგრებლად; მჭიდრო კავშირი - ლილვის ბოლოს გასაღებებისთვის. ძირითადი მოთხოვნები პარალელური გასაღებით შეერთების განივი კვეთის დიზაინისა და მათში ჩართული ნაწილების ზომების მაქსიმალური გადახრები და შერჩეული ტოლერანტობის ველები განისაზღვრება GOST 25347 ცხრილების მიხედვით. კავშირი, აუცილებელია მიეთითოს მორგება, ხოლო გასაღებისთვის - ტოლერანტობის ველები შერეული გასაღების b და h ზომებისა და ზედაპირის უხეშობისთვის. ლილვისა და ბუჩქის ჯვარედინი მონაკვეთების ნახაზებში აუცილებელია მიეთითოს ზედაპირის უხეშობა, ტოლერანტობის ველები b, d და D განზომილებებისთვის შერეული ფორმით, აგრეთვე ღარების სიღრმის ზომების ნორმალიზება: ლილვი t1 - სასურველი ვარიანტი ან (d - t1) უარყოფითი გადახრით და ბუჩქში (d + t2) - სასურველი ვარიანტი ან t2 დადებითი გადახრით. ამ და სხვა შემთხვევებში, გადახრები შეირჩევა h გასაღების სიმაღლის მიხედვით. გარდა ამისა, ლილვისა და ბუჩქის განივი მონაკვეთების ნახაზებში აუცილებელია ფორმისა და ფარდობითი პოზიციის სიზუსტის შეზღუდვა ტოლერანტობამდე. მოთხოვნები დაყენებულია დასაშვები გადახრებისთვის საკვანძო გზების სიმეტრიიდან და ღარის სიმეტრიის სიბრტყის პარალელიზმი ნაწილის (ბაზის) ღერძთან მიმართებაში. თუ კავშირში არის ერთი გასაღები, პარალელურობის ტოლერანტობა აღებულია 0,5IT9-ის ტოლი, სიმეტრიის ტოლერანტობა არის 2IT9, ხოლო დიამეტრულად განლაგებული ორი კლავიშით არის 0,5 IT9 გასაღების ნომინალური ზომის b-დან. სიმეტრიის ტოლერანტობა შეიძლება განსხვავდებოდეს მაღალი მოცულობისა და მასობრივი წარმოებისას.
ცილინდრული გადაცემათა კოლოფი. გადაცემა აჩქარებული მექანიზმებით ხორციელდება ზედა ამწე ლილვიდან საწვავის ტუმბოების ამწე ლილვებამდე და აფეთქებამდე, ქვედა ამწე ლილვიდან ნავთობისა და წყლის ტუმბოებამდე. გარდა ამისა, ზეთის ტუმბოს აქვს ორი წყვილი აჩქარებული მექანიზმი: სწორი და შევრონის კბილები.
გადაცემათა კოლოფის ნორმალური მუშაობა დიდწილად დამოკიდებულია გადაცემათა კბილებს შორის კლირენსზე. სიჩქარის მატარებლის მუშაობაში გაუმართაობის იდენტიფიცირებისას, პირველ რიგში, აუცილებელია გადაცემათა კბილებს შორის არსებული ხარვეზების შემოწმება. ეს ხარვეზები მოწმდება ინდიკატორის გამოყენებით, რომლის ფეხი დაჭერილია ერთ-ერთი კბილის სამუშაო ზედაპირზე. განსხვავება ინდიკატორის წაკითხვაში, როდესაც გადაცემათა კოლოფი შეესაბამება კბილებს შორის არსებულ რეალურ უფსკრული. ამძრავის დაშლის შემდეგ, აგრეთვე ცალკეული მექანიზმების ან საკისრების გამოცვლისას, საჭიროა შეამოწმოთ და, საჭიროების შემთხვევაში, დაარეგულიროთ გადაცემათა კოლოფები (კბილებს შორის გვერდითი კლირენსი, აგრეთვე კბილების მორგება საღებავის მიხედვით. ბეჭდვა).
ნავთობისა და წყლის ტუმბოების გადაცემათა კოლოფის რეგულირება. შუასადებები 1 (ნახ. 166), რომლებიც მოთავსებულია კორპუსის 2-ის ფარნის ქვეშ, არეგულირებს ნაპრალების ზომას ზეთის ტუმბოს 4 და 3 მექანიზმების კბილებს შორის. 1961 წლიდან წარმოებული დიზელის ძრავებისთვის, რომლებშიც სიჩქარის მარეგულირებელი დამონტაჟებულია მარცხენა მხარეს, ზეთის ტუმბოს ამძრავის ცილინდრული მექანიზმების ჩართულობა რეგულირდება შიმებით /1 (იხ. სურ. .120). ახალი მექანიზმებისთვის, ხარვეზები უნდა იყოს 0,24-0,4 მმ-ის ფარგლებში, ხოლო მეორადისთვის არაუმეტეს 0,55 მმ. დაწყვილებული მექანიზმების კბილების ბოლოების დადგმა დასაშვებია 2 მმ-მდე. ხარვეზების მორგების გასაადვილებლად შუასადებები კეთდება 0,2 სისქით; 0.3 და 0.75 მმ.
კბილების მორგების შემოწმებისას, საღებავის ანაბეჭდი თითოეულ კბილზე უნდა იყოს სიგრძის მინიმუმ 50% და კბილის სიმაღლის არანაკლებ 50%. გადაცემათა კოლოფის დარეგულირების შემდეგ, გაბურღეთ ორი ხვრელი 14 ქინძისთავებისთვის დისკის კორპუსსა და ბლოკში და განათავსეთ ისინი ერთად.
წყლის ტუმბოს ამძრავის მე-4 და მე-5 გადაცემათა კბილებს შორის ხარვეზების რეგულირება 0,2-0,4 მმ-ის ფარგლებში, ხორციელდება კორპუსის (ფირფიტის) გადაადგილებით, რომელშიც დამონტაჟებულია ტუმბო დიზელის ერთეულთან შედარებით. კბილების შეხება საღებავთან უნდა იყოს არანაკლებ 40% კბილის სიმაღლით და არანაკლებ 50% სიგრძით.
ცენტრიდანული ფილტრის ზეთის ტუმბოს წამყვანი მექანიზმების გადაცემათა კოლოფი რეგულირდება იმავე გზით. წყლისა და ზეთის ტუმბოების სიჩქარის ჩართვის რეგულირების შემდეგ, სიჩქარის მანძილი არ უნდა აღემატებოდეს 2 მმ-ს.
სიჩქარის კბილებს შორის ხარვეზები დაყენებულია 0.1-0.3 მმ-ის ფარგლებში ნებისმიერი ახალი მექანიზმისთვის და არაუმეტეს 0.55 მმ-ისა სამუშაო მექანიზმისთვის. კლირენსის მნიშვნელობების რყევები ერთი წყვილი მექანიზმისთვის არ უნდა აღემატებოდეს 0,1 მმ-ს. მექანიზმის ჩართვის ხარისხი მოწმდება კბილების მორგებით. საღებავის ანაბეჭდი უნდა იყოს არანაკლებ 50% კბილის სიმაღლის გასწვრივ და არანაკლებ 60% სიგრძით, ანაბეჭდი კი კბილის შუა ნაწილში მდებარეობს. ყველა წამყვანი მექანიზმის სიმაღლე არ უნდა აღემატებოდეს 2 მმ. თუ საჭიროა სიჩქარის მანძილის შემცირება მე-8 სამაგრებსა და დიზელის ბლოკს შორის, დააინსტალირეთ ფოლადის შუალედები.
საფეთქლის ამძრავის გადაცემათა კოლოფის რეგულირება. როდესაც დიზელის ძრავზე ვენტილატორის დაყენება, ამძრავი მექანიზმების ან თავად აფეთქების გამოცვლა ხდება, აუცილებელია მისი წამყვანი მექანიზმების ჩართვის რეგულირება. როდესაც სწორად არის ბადე, გადაცემათა კბილებს შორის ხარვეზები არის 0,1-0,25 მმ დიაპაზონში ახალი მექანიზმებისთვის და არ აღემატება 0,4 მმ-ს მეორადი მექანიზმებისთვის. საღებავების ანაბეჭდზე დაფუძნებული კბილების საკონტაქტო არე არის სიმაღლის მინიმუმ 50% და კბილის სიგრძის არანაკლებ 60%. სიჩქარის სიმაღლე არ აღემატება 2 მმ.
ჩართულობა რეგულირდება საფეთქლის გადაადგილებით ქინძისთავებზე, რომლებიც ამაგრებენ მას ბლოკზე. ასეთი მოძრაობა ხორციელდება მხოლოდ გლუვი ჩართვის შემდეგ! მექანიზმები 1 და 2 (სურ. 167) და ჩართულობის წინასწარი შემოწმება. ნებადართულია საფეთქელში ნახვრეტის გაბურღვა ან ნახვრეტი (საჭეების გასასვლელად), თუ არსებული ხვრელები მის მოძრაობას არ იძლევა. გადაცემათა კბილებს შორის გვერდითი კლირენსი შემოწმებულია შემდეგნაირად. ფრთხილად ატრიალეთ ამოძრავებული კოორდინაციის მექანიზმი 4, სანამ 1 და 2 მექანიზმების კბილები არ გაჩერდება და ამ მდგომარეობაში დააყენეთ ინდიკატორის მასშტაბი ნულზე. შემდეგ გადაატრიალეთ მექანიზმი 4 საპირისპირო მიმართულებით, ასევე მანამ, სანამ 1 და 2 სიჩქარის კბილები არ გაჩერდება. ინდიკატორის წაკითხვის საფუძველზე განისაზღვრება უფსკრულის რეალური ზომა.
აფეთქების საკოორდინაციო მექანიზმების ბადის რეგულირება. გადაცემათა კოლოფის, როტორების ან საკისრების გამოცვლისას უნდა კონტროლდებოდეს აფეთქების დროის მექანიზმის ჩართულობა. საკოორდინაციო მექანიზმები შეირჩევა და ეშვება ერთმანეთს მათი წარმოების პროცესში. ამიტომ, ეს გადაცემათა კოლოფი უნდა შეიცვალოს მხოლოდ როგორც სრული ნაკრები.
აფეთქების საკოორდინაციო მექანიზმების შეერთება უნდა აკმაყოფილებდეს შემდეგ მოთხოვნებს.
1. ახალი გადაცემის კბილებს შორის გვერდითი კლირენსი უნდა იყოს 0,05-0,2 მმ-მდე და 0,35 მმ-მდე ძველისთვის. სიჩქარის ერთი წყვილი სიჩქარის ცვალებადობა დასაშვებია 0,1 მმ-მდე.
2. გადაცემათა კოლოფის კბილების შეხება საღებავთან უნდა იყოს არანაკლებ 60.% კბილის სიგრძით და არანაკლებ 50% კბილის სიმაღლეზე.
3. გადაცემათა კოლოფის გარე ბოლოებს შორის შეუსაბამობა (კბილებით) დასაშვებია არაუმეტეს ± 1 მმ.
ზეთის ტუმბოს გადაცემათა კოლოფის რეგულირება. ზეთის ტუმბოს მექანიზმების (სინქრონული ან ჰერინგბონის) შეცვლისას აუცილებელია მათი კბილების ჩართულობის მონიტორინგი.
ტუმბოს ერთ ბოლოზე დაჭერილი შევრონული მექანიზმების კბილებს შორის მთლიანი უფსკრული უნდა იყოს 0,10-0,15 მმ დიაპაზონში. უფსკრული ზომა განისაზღვრება მექანიზმების არჩევით. ამ შემთხვევაში, ამოძრავებული სინქრონული მექანიზმი 5 (იხ. სურ. 43) უნდა გაძლიერდეს ქინძისთავით ისე, რომ შევრონის მექანიზმის კბილის გვერდითი უფსკრული იყოს მინიმუმ 0,05 მმ, ხოლო სინქრონულ გადაცემათა ღობე არჩეულია მისი შემცირების მიმართულება.
სინქრონული მექანიზმების კბილებს შორის გვერდითი კლირენსი უნდა იყოს 0,03-0,15 მმ დიაპაზონში ახალი მექანიზმებისთვის და არაუმეტეს 0,25 მმ მეორადი მექანიზმებისთვის. უფსკრული ზომა განისაზღვრება მექანიზმების არჩევით. სინქრონული მექანიზმების კბილები ასევე მოწმდება საღებავის ნიშნებით, რომლებიც უნდა იყოს მინიმუმ 65% კბილის სიმაღლეზე და მინიმუმ 70% კბილის სიგრძის გასწვრივ.
მაღალი ხარისხის ზეთის ტუმბოს გადაცემათა კბილებს შორის ხარვეზები არ არის რეგულირებადი, მაგრამ მხოლოდ მონიტორინგი. მექანიზმის ჩართვის ხარისხს უზრუნველყოფს ტუმბოსა და მექანიზმების დამზადება. კბილებს შორის გვერდითი უფსკრული არ უნდა აღემატებოდეს 0,55 მმ-ს.
ბეველ გადაცემათა კოლოფი. დახრილი კბილებიანი გადაცემათა კოლოფი დამონტაჟებულია ვერტიკალურ მექანიზმზე, სიჩქარის კონტროლერზე და ტაქომეტრზე.
გადაცემათა კბილებს შორის ჩართვის ხარისხი უნდა შემოწმდეს დიზელის ლოკომოტივის ყოველი ამწევის შეკეთებისას, როდესაც ხდება რაიმე გაუმართაობა გადაცემათა კოლოფში, გადაცემათა კოლოფის, საკისრების ან სხვა ნაწილების გამოცვლისას, აგრეთვე გადაცემათა კოლოფის დაშლის შემდეგ. თითოეული წყვილი მექანიზმისთვის შეამოწმეთ კბილების მორგება საღებავთან და კბილებს შორის გვერდითი ხარვეზების ზომა.
კბილებს შორის გვერდითი ხარვეზები მოწმდება ინდიკატორის გამოყენებით, ხოლო მორგების ხარისხი მოწმდება საღებავით, ისევე, როგორც ცილინდრული კბილების მქონე მექანიზმებისთვის.
ვერტიკალური მექანიზმების ჩართვის რეგულირება. შემოწმებამდე უნდა დარწმუნდეთ, რომ რგოლი 16 სწორად არის შერჩეული (იხ. სურ. 119), რომელიც განსაზღვრავს გადაცემათა კბილებს შორის გვერდითი კლირენსის წინასწარ მნიშვნელობას. ახალი მექანიზმებისთვის, კბილებს შორის გვერდითი უფსკრული უნდა შეესაბამებოდეს ქარხანაში დაყენებულ უფსკრულის და მონიშნული დიდი მექანიზმის ერთ-ერთი კბილის ბოლოს. პრაქტიკაში, უფსკრული უნდა იყოს 0,3-0,55 მმ-ის დიაპაზონში (0,7 მმ-მდე გაშვებული მექანიზმებისთვის) შერჩეული ამწე ლილვის გაშვებით კლირენსის გაზრდისკენ და არანაკლებ 0,2 მმ (0,1 მმ სიჩქარის გადაცემისთვის) არჩეული რბენით. უფსკრული შემცირების მიმართულებით. ამ შემთხვევაში, ერთი წყვილი მექანიზმისთვის კლირენსის მერყეობა არ უნდა აღემატებოდეს 0,25 მმ.
საღებავთან კბილების მორგების შესამოწმებლად, პატარა მექანიზმის კბილებს აფარებენ ჭიქურის თხელი ფენით (საღებავი) და შემდეგ მექანიზმს აბრუნებენ რამდენიმე ბრუნით, ჯერ ერთი მიმართულებით და შემდეგ მეორე მიმართულებით. ამ შემთხვევაში, ამწე ლილვის გაშვება უნდა შეირჩეს კლირენსის შემცირების მიმართულებით.
საღებავების ანაბეჭდის სიგრძე დიდი მექანიზმის კბილის ამოზნექილ მხარეს უნდა იყოს მინიმუმ 50 მმ, ხოლო ჩაზნექილ მხარეს 35 მმ. ანაბეჭდები უნდა იყოს განლაგებული ზონის ზონაში, კონუსი და სიგრძეზე - ოდნავ უფრო ახლოს კბილის ზევით; დასაშვებია ანაბეჭდის დადება ფუძესთან უფრო ახლოს, იმ პირობით, რომ ანაბეჭდის სიგრძე იყოს არანაკლებ 70 მმ ამოზნექილ მხარეს და მინიმუმ 50 მმ კბილის ჩაზნექილ მხარეს. ბეჭდვა შეიძლება იყოს უწყვეტი ლაქის სახით ან ორი ცალკეული ლაქის სახით 6 მმ-მდე სიგრძის უფსკრულით. ანაბეჭდის დასაწყისი უნდა იყოს არაუმეტეს 5 მმ კბილის ზემოდან.
თუ ანაბეჭდი არადამაკმაყოფილებელია, ისევე როგორც თუ საჭიროა კბილებს შორის უფსკრულის შეცვლა, გადაცემათა ჩართვა რეგულირდება მათი ღერძული მოძრაობით, დიდი მექანიზმების ფლანგების ქვეშ მოთავსებული შუასადებების და ლილვის ვერტიკალური კორპუსების ქვეშ. დიდი გადაცემათა კოლოფის ქვეშ მოთავსებული შუასადებები დამზადებულია ნახევარ რგოლების სახით 0,1 და 0,25 მმ სისქით, ხოლო შუასადებები ვერტიკალური ლილვის კორპუსის ქვეშ დამზადებულია ფირფიტების სახით 0,1 სისქით; 0,25 და 1 მმ.
წამყვანი მექანიზმების გადაცემათა კოლოფის რეგულირება არეგულირებს სიჩქარეს. სიჩქარის კბილებს შორის უფსკრული უნდა იყოს 0,1-0,2 მმ-ის ფარგლებში ახალი მექანიზმებისთვის და არაუმეტეს 0,4 მმ მეორადი მექანიზმებისთვის. უფსკრული სიდიდეების გაზომვისას აუცილებელია ყოველ წყვილ სიჩქარის შესაძლო რბენის შერჩევა შემდეგნაირად: ერთ-ერთ გადაცემათაგანს შეარჩიეთ სირბილი უფსკრულის გაზრდის მიმართულებით, ხოლო მეორესთვის - შემცირების მიმართულებით. გადაცემათა ქსელის შემოწმებისას საღებავთან დამაგრების მიზნით, ანაბეჭდი უნდა იყოს კბილის სიგრძის მინიმუმ 50%. კბილებს შორის საჭირო უფსკრული და კბილების მორგება უზრუნველყოფილია შიმების შერჩევით. გადაცემათა კოლოფის კბილების ბოლოების დადგმა დასაშვებია 2 მმ-მდე.
გვერდითი უფსკრულის ტიპები (განსაზღვრულია გადაცემათა ნაკრების თითოეული მექანიზმისთვის)
ფაქტობრივი მექანიზმები უნდა იყოს წარმოებული სპეციალური დასაშვები ფლანგებით. განსაზღვრეთ მოქმედი მნიშვნელობებითქვენი სამუშაო პირობებიდან გამომდინარე.
სპურულ და სპირალურ გადაცემათა კოლოფში ფლანგების საჭირო კლირენსის დასადგენად ორი გზა არსებობს. უპირველეს ყოვლისა, შეამცირეთ კბილის სისქე ცარიელ ფორმაში პუნჩის ჩასვლით იმაზე მეტ სიღრმეზე, ვიდრე სტანდარტი თეორიულად იძლევა საშუალებას. მეორეც, გაზარდეთ ცენტრის მანძილი თეორიულად გამოთვლილთან შედარებით.
გვერდითი კლირენსის დაყენებისას გაითვალისწინეთ შემდეგი ფაქტორები:
- შეზეთვისთვის საჭირო სივრცე.
- დიფერენციალური გაფართოება სიჩქარის კომპონენტებსა და კორპუსს შორის.
- შეცდომები გამოთვლებში. ორივე ბორბლის უკმარისობა, პროფილის შეცდომები, სიმაღლე, კბილის სისქე, კბილის კუთხე და ცენტრის მანძილი. რაც უფრო მცირეა გვერდითი კლირენსი, მით უფრო ზუსტი იქნება გადაცემათა დამუშავება.
- ოპერაციული პირობები, როგორიცაა ხშირი უკუსვლა ან გადაჭარბებული დატვირთვა.
გვერდითი კლირენსის ზომა არ უნდა იყოს ძალიან დიდი სამუშაოს მოთხოვნების დასაკმაყოფილებლად. დარწმუნდით, რომ ეს საკმარისია იმისათვის, რომ დამუშავების ხარჯები არ აღემატებოდეს საჭიროს.
ტრადიციულად, ფლანგის კლირენსის ტოლერანტობის მნიშვნელობის ნახევარი დაყენებულია თითოეული მექანიზმის კბილის სისქეზე წყვილში. თუმცა არის გამონაკლისებიც. მაგალითად, მექანიზმები, რომლებსაც აქვთ მცირე რაოდენობის კბილები, იყენებენ ყველა მოქმედ მნიშვნელობას ამოძრავებული მექანიზმისთვის. შედეგად, არ ხდება მექანიზმის კბილის შესუსტება.
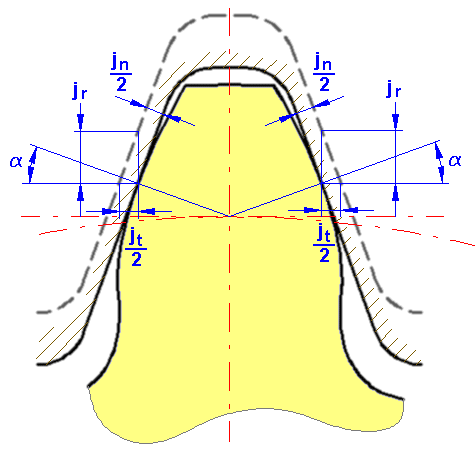
- წრიული გვერდითი კლირენსი j t [მმ/ინჩი]
- ნორმალური გვერდითი კლირენსი j n [მმ/წმ]
- ცენტრალური მხარის კლირენსი j r [მმ/წმ]
- კუთხოვანი გვერდითი კლირენსი j Θ [გრადი]
| მექანიზმების ჩართულობის სახეები | კავშირი წრიულ მიმართულებას j t და ნორმალურ მიმართულებას j n შორის | კავშირი წრიულ მიმართულებას j t და ცენტრალურ მიმართულებას j r შორის | წრეწირის მიმართულებას j t და კუთხური მხარის კლირენსს შორის კავშირი Θ |
|---|---|---|---|
| Spur მექანიზმი | j n = j t cos α | ||
| სპირალური სპრეის მექანიზმი | j nn = j tt cos α n cos β |
|
|
|

სპირალური მექანიზმის ჩართულობის გვერდითი კლირენსი
ხვეული მექანიზმებისთვის, არსებობს ორი სახის გვერდითი კლირენსი, რომლებიც დაკავშირებულია კბილების მანძილთან. კბილის ზედაპირის ნორმალური მიმართულებით არის კვეთა "n" და ჯვარი კვეთა "t" ღერძის პერპენდიკულარული მიმართულებით.

|
j nn |
გვერდითი კლირენსი კბილის ზედაპირის პერპენდიკულარული მიმართულებით |
|
ჯნტ |
გვერდითი კლირენსი წრეწირის მიმართულებით კბილზე პერპენდიკულარულ მონაკვეთზე |
|
j tn |
გვერდითი კლირენსი კბილის ზედაპირის პერპენდიკულარული მიმართულებით ღერძის პერპენდიკულარულ კვეთაში |
|
j tt |
გვერდითი კლირენსი წრიული მიმართულებით პერპენდიკულარულად ღერძზე |
|
კბილთან ნორმალურ თვითმფრინავში: |
j nn = j nt cos α n |
