Girdrev blir vanligvis satt sammen og testet på produksjonsanlegget. Girkasser med lav og middels effekt sendes fra produsenten forseglet. Kraftige girkasser, samt åpne gir med store gir, leveres demontert for montering.
Alle maskinerte gir er delt inn i 12 grader av presisjon. Oftest brukt til meieriindustriutstyr sylindriske tannhjul 6-11. grad av nøyaktighet, skrå 6-11. og snekke 5-9. grad av nøyaktighet (jo lavere gradtall, desto høyere nøyaktighet av giret, bestemt av standardene for kinematisk nøyaktighet, jevn drift og tannkontakt).
Ved montering av gir er det nødvendig å kontrollere radial og aksial utløp tannhjul, senter-til-senter-avstand, sideklaring og grad av kontakt med arbeidsflatene på tennene.
Den radielle og aksiale utløpet av sylindriske tannhjul kontrolleres på spesialprismer før installasjon eller i sentrene etter montering på akselen. Utløpet styres med en tykkelsesmåler eller indikator (fig. 7.8). For å gjøre dette, plasseres en sylindrisk måler med en diameter på 1,68/u (hvor m er modulen) mellom tennene på hjulet, som indikatorbenet er installert på og posisjonen til pilen er festet. Ved å skifte måleren gjennom 2-3 tenner og vri akselen, bestemme forskjellen i indikatoravlesningene for hele giret. Denne forskjellen er mengden radiell utløp langs tannhjulets innledende sirkel. Den aksiale utløpet kontrolleres med en indikator.
Sideklaringene i inngrepet til sylindriske tannhjul styres med en følemåler eller indikator (fig. 7.9). For å gjøre dette er en driver festet til akselen til et av girene, hvis ende hviler mot benet til indikatoren montert på enhetens kropp. Det andre hjulet festes urørlig med en klemme. Driveren, sammen med akselen og hjulet, dreies i den ene retningen, deretter i den andre (dette kan bare gjøres med størrelsen på sidegapet). Forskjellen i indikatoravlesningene ved den første og andre posisjonen til giret beregnes på nytt til verdien av sideklaringen ved hjelp av formelen
Sp = CR 1L,
Hvor cn er mengden sideklaring, m; MED - forskjell i indikatoravlesninger ved den første og andre posisjonen til tannhjulet, m; R - radius av den innledende sirkelen, m; L - båndlengde, m.
I tekniske forhold fiks det minste sidegapet.
|
|

Ved montering av gir med hjul med modul over 6 mm, kontrolleres disse gapene ved å rulle mellom tennene
tre eller fire stykker blytråd installert langs lengden av tannen.
Trådavtrykk er strimler med variabel tykkelse. Den mindre tykkelsen c tilsvarer delen av sidegapet på tannens arbeidsside, og den større tykkelsen c2 tilsvarer den ikke-arbeidende siden. Summen av disse mengdene er sideklaringen, dvs. cn = c + c2.
Fullfør kontrollen av giringen ved å inspisere malingstrykk ved kontaktpunktene. For å gjøre dette er tennene på drivgiret belagt med et tynt lag sot eller blått, fortynnet i tørkeolje, og girtoget dreies flere ganger.
Berøringsmerker (trykk) vises på tennene til det drevne hjulet, som kvaliteten på inngrepet bedømmes etter. Hvis avtrykkene er i den øvre delen av tannen, er senter-til-senter-avstanden større enn normalt. Når du gjør avtrykk på bunnen av en tann, bringes hjulene nærmere hverandre enn nødvendig. I et korrekt montert utstyr er utskriftene plassert i den midtre delen av sideflaten på tennene i høyde og lengde.
Hvis det ikke er tilstrekkelig kontakt mellom tannoverflatene, utføres etterbehandling under montering ved å skrape, slipe inn med slipepulver og pastaer, og slipe inn med olje under belastning. Bruk av filer er strengt forbudt.
Vinkelgir monteres hovedsakelig under reparasjoner. I dette tilfellet må toppunktene til de innledende kjeglene falle sammen, og aksene må være gjensidig vinkelrett. Avvik i engasjement bør ikke overskride toleransegrenser. Posisjonen til aksene til de skrå tannhjulene kontrolleres ved hjelp av strenger med lodd, linjaler og andre universalverktøy er 0,1-0,5 mm Ved kontroll av maling oppdages det følgende avvik fra normen: utilstrekkelig klaring - hjulene er for nær hverandre (fig. 7.10, d); den interaksiale vinkelen er mindre (fig. 7.10, V) eller mer enn beregnet (fig. 7.10, 6). Hvis det på tennene til de drivende eller drevne hjulene er plassert tett på den ene siden av tannen i den smale enden, og på den andre siden i den brede enden, indikerer dette at aksene til tannhjulene er feiljustert. I alle tilfeller korrigeres avvik fra normen ved ytterligere rørleggeroperasjoner. Typiske utskrifter når skråhjul er riktig innkoblet er vist i fig. 7.10, EN.
Ris. 7.10. Kvalitetskontroll for inngrep med vinkelgir:
I - ingen belastning (under montering); II - med full last (i drift); a - korrekt engasjement; b - den interaksiale vinkelen er større enn den beregnede; c - den interaksiale vinkelen er mindre enn den beregnede; g - utilstrekkelig klaring
Når du monterer et snekkegir, sjekk senter-til-senter-avstanden til snekkeakslene og snekkehjulet, riktig plassering av akslene, sideklaringen i nettet og passformen til arbeidsflatene til hjultennene og snekkesvingene . Installasjonen av ormeparet kontrolleres ved hjelp av spesiallagde maler og sonder, lodd, en målestokk og et vater. Loddsnorer senkes fra snekkeakselen og avstanden fra akselen til hjulets sideflate måles. Hvis giringen er riktig, bør disse avstandene være de samme. En slik kontroll kan ikke alltid utføres, siden giret er installert i girkassehuset. Kontroller derfor kontakten med maling under installasjonen (fig. 7.11). En berøringsforskyvning til den ene eller den andre siden indikerer en feiljustering av aksene. Tilnærmingen av kontaktpunktet til kanten av tannen indikerer en økt interaksial avstand, og omvendt.
Ris. 7.11. Kvalitetskontroll for innkobling av snekkegir
Til normal operasjon I et snekkegir er mengden sideklaring av stor betydning (fig. 7.12), noe som avhenger av girets nøyaktighet og størrelse. I monterte gir bestemmes mengden klaring av rotasjonen av ormen under en "død" bevegelse, dvs. med vinkelbevegelse av ormen og et stasjonært hjul. Hvis dette gapet er fraværende, setter ormen seg fast.
I små presisjonsgir, der sideklaringen er veldig liten, bestemmes den frie rotasjonen av ormen av en indikator. Ved de utstikkende endene av ormen og hjulet er det festet spaker som berører indikatorene, og posisjonen til indikatorpilen er festet i utgangsposisjonen.
Meshing defekter bidrar til utseendet til ytterligere lyder og lyder: banking og klikking av tenner, noen ganger forsvinner, noen ganger intensiverer, kan være forårsaket av tannstigningsfeil eller for store hull; skranglelyder og slipelyder, som medfører vibrasjon av girkassehuset, kan være forårsaket av små sideklaringer (tett inngrep), tilstedeværelsen av skarpe kanter på hodet på hjultennene og feiljustering av hjulakslene; bråk høy tone, som blir til et skarpt hyl og konstant ujevn banking i inngrepet med økende rotasjonshastighet, oppstår når formen på arbeidsflatene til tennene er forvrengt eller tilstedeværelsen av lokale defekter på dem; periodisk økende og svekket støy, systematisk gjentatt med hver omdreining av hjulet, er en konsekvens av det eksentriske arrangementet av tennene i forhold til rotasjonsaksen eller en løs passform.
Normal drift av et snekkegir bestemmes ved å teste det på tomgang og under belastning. Samtidig kontrolleres ikke bare størrelsen og arten av kontaktpunktene, men også oppvarmingstemperaturen til giret, som ikke bør overstige 80 °C for gir med 2. og 3. nøyaktighetsgrad, og 65 °C for gir av 4. nøyaktighetsgrad. Overdreven varme indikerer defekt montering og utførelse, utilstrekkelig smøring eller feil valg av smøreolje.
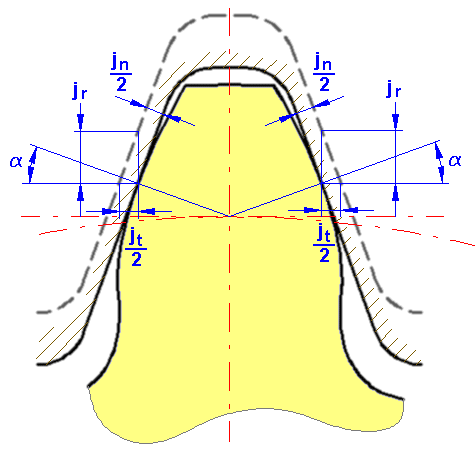
Det laterale gapet j n mellom tomgangstannprofilene til sammenfallende hjul bestemmes i et snitt vinkelrett på retningen til tennene, i et plan som tangerer hovedsylindrene (Figur 36). Dette gapet er nødvendig for å eliminere fastkjøring når giret er oppvarmet (temperaturkompensasjon), for å romme et lag med smøremiddel, og også for å kompensere for produksjons- og monteringsfeil. Den laterale klaringen fører til tilbakeslag ved reversering, hvis størrelse er begrenset for å redusere støt på ikke-fungerende tannprofiler. Den teoretiske giroverføringen er to-profil og slippfri (j n = 0). Selve girkassen skal ha sideklaring.
Minimumsverdien for sideklaringen j n min bestemmer typen tannparring. Standardene sørger for seks typer parring: A (med økt garantert gap j n min for 3-12 graders nøyaktighet), B (med normal garantert gap, 3-11), C, D (med redusert j n min, 3-9, 3-8), E (med liten j n min, 3-7), N (null j n min, 3-7).
Åtte typer toleranser Tj n for sideklaring er etablert (i dette tilfellet Tj n =
j n min - j n maks): h, d, c, b, a, z, y, x. Toleranser er ordnet i stigende rekkefølge. Konjugasjonstypene H og E tilsvarer toleransetypen h, typene av konjugasjonen D, C, B, A tilsvarer henholdsvis d, c, b, a. Det er tillatt, av teknologiske eller andre grunner, å endre samsvaret mellom paringstyper og sideklaringstoleranser, også ved bruk av toleransetyper z, y, x (se figur 36).
Det er etablert seks klasser av avvik av interaksiale avstander, angitt i synkende rekkefølge av nøyaktighet med romertall fra 1 til Y1. Garantert lateral klaring er sikret med forbehold om overholdelse av klassene av avvik for den interaksiale avstanden som er etablert for denne typen parring (H, E – II klasse, D, C, B, A – III, IY, Y, YI klasser).
Minste sideklaring j n min må ta hensyn til temperaturkompensasjonen j nt og smøremiddellaget cm:
j n min = j nt + se (3.156)
Figur 36 – Sideklaring i giroverføring
Den nødvendige temperaturkompensasjonen kan beregnes ved å kjenne temperaturen på hjulet t hjulet og girhuset t banen og ta hensyn til at sideklaringen j n måles ved profilvinkelen :
t = a w [ count (t count – 20 0) - cor (t corr – 20 0)],
der w er interakselavstanden, I er de lineære ekspansjonskoeffisientene ( tall - hjul, kjerne - kropp).
Tatt i betraktning at tykkelsen på smøremiddelet skal være fra 0,01 til 0,03 modul, får vi at minimum (garantert) sideklaring j n min bør være lik
j n min = (0,01 0,03) m + a w [(( telling (t count –20 0) - bane (t bane – 20 0) 2sin (3,157)
Type B-kobling garanterer sideklaring, noe som forhindrer at tannhjulstennene blir oppvarmet når temperaturforskjellen mellom hjulene og huset er 25 0 C (se figur 36).
Som det følger av ovenstående, bestemmes typen av tannparring ved beregning eller eksperiment, uavhengig av nøyaktighetsgraden. Tillatte feil ved produksjon eller installasjon av et gir, avhengig av graden av nøyaktighet, påvirker den maksimale verdien av sideklaringen.
Det er tre metoder for å sikre lateral klaring: justering av avstanden mellom giraksene, ved hjelp av et spesialverktøy med tykkere tenner i produksjonen, og metoden for radiell forskyvning av den opprinnelige konturen til girskjæreverktøystativet.
Den første metoden brukes praktisk talt ikke, fordi flytting av arbeidsakslene for å oppnå lateral klaring fører til en reduksjon i den aktive delen av profilen og overlappingskoeffisienten; Denne metoden er ikke mulig med flere par parende tenner som sitter på to parallelle aksler, siden den justerte sideklaringen til ett par gir gir uakseptable verdier for de resterende tannhjulsparene.
Den andre metoden for å oppnå "tynne" girtenner ved å øke tykkelsen på verktøyets skjæretenner (freser, stativer, etc.) fører til en økning i rekkevidden og økning i prisen på verktøyet.
Den tredje metoden har blitt overveiende utbredt, siden den bruker et standardverktøy og tillater eventuelle sideklaringer på grunn av den ekstra forskyvningen av girskjæreverktøyet inn i "kroppen" til arbeidsstykket. Den minste sidespalten skapes ved å redusere tanntykkelsen langs en konstant korde E med metoden for radiell forskyvning av den opprinnelige konturen med mengden E N. En ytterligere reduksjon i tanntykkelsen langs korden med toleranseverdien T c oppstår pga. til toleransen for forskyvningen av den opprinnelige konturen T N, noe som forårsaker en tilsvarende økt sideklaring. Avhengigheter som karakteriserer endringen i sideklaringen fra forskyvningen av den opprinnelige konturen og tannfortynning er vist i figur 36:
j n min = 2 E N sin; (3.158)
E C = 2E H tg. (3.159)
Dermed bestemmes sideklaringen av forskyvningen av den opprinnelige konturen E H, senteravstanden EN(avvik f a er satt for det), tanntykkelse på stigningssirkelen eller konstant korde på tannen 
I nærvær av radiell utløp F r, forblir ikke tanntykkelsen konstant, men endres når man nærmer seg og beveger seg bort fra drivhjulet, derfor T H F r:
T H = 1,1 F r + 20. (3.160)
Sideklaringen består av den garanterte sideklaringen j n min og sideklaringen j n 1 for å kompensere for produksjons- og installasjonsfeil (1 og 2 – hjul og gir):
j n min + j n1 = (E H 1 + E H 2)2 sin. (3,161)
Forutsatt at hjul- og pinjongforskyvningene er omtrent de samme
E N 1 E N 2 E N, vi får ( = 20 0):
Sideklaringen j n 1 tar hensyn til avvikene til mellomakselavstanden fa, inngrepsstigningen f p i to hjul, avviket i retningen F til to hjul, avviket fra parallellitet f x og feiljusteringen av aksene f y, j n 1 er lik kvadratisk summering:
Det største sidegapet er lukkeleddet til monteringsdimensjonalkjeden, hvis komponentledd vil være avvik i senteravstanden og forskyvninger av de opprinnelige konturene:
j n max = j n min + (TH 1 + TH 2 + 2f a) 2sin. (3,164)
Med hensyn til produksjonsbehov brukes følgende indikatorer for å karakterisere sideklaringen:
den minste forskyvningen av den opprinnelige konturen E N (toleranse T N );
minste avvik i tanntykkelse E MED (toleranse T MED = 0,73 T N );
minste avvik av gjennomsnittlig lengde vanlig normal E wm (toleranse T wm );
det minste avviket i lengden til vanlig normal E w (toleranse T w );
maksimale avvik av målesenteravstanden E a`` (+ E en `` s og -E a`` Jeg ).
Normal W er avstanden mellom motsatte sideflater av en gruppe (2, 3, etc.) tenner.
Måling av senteravstand – avstanden for slippfri sammenkobling av tennene til det kontrollerte hjulet og målehjulet; E a `` s =  (fluktuasjon av måleavstanden på en tann); E a `` I = -T N.
(fluktuasjon av måleavstanden på en tann); E a `` I = -T N.
Ved utvikling av tegninger av tannhjul, girhus, drev, etc. indikatorer w (E w , T w), S c (E c , T c), f a brukes (Figur 36).
Ved overvåking av gir brukes sett med indikatorer som er etablert for ulike grader av nøyaktighet. Kontrollkomplekser er like, men ikke likeverdige. Den første av dem (for hver standard, dannet av en kompleks indikator, gir den mest komplette vurderingen av hjulets nøyaktighet). Hver påfølgende karakteriserer en betydelig del av hovedfeilen eller dens individuelle deler.
Valget av et eller annet kontrollkompleks avhenger av formålet og nøyaktigheten til gir og gir (inversjonsprinsipp), deres størrelser, kontrollpraksis, volum og produksjonsforhold osv. For det valgte komplekset er nødvendige toleranser og avvik angitt i tegning av et tannhjul med en ikke-standard initial kontur og hjulet er kontrollert i alle henseender.
I tegningene av tannhjul med en standard innledende kontur (Figur 37), angir ikke designeren indikatorene til komplekset; disse indikatorene tildeles av teknologitjenester.
Inspeksjon av tannhjul kan være aksepterende, forebyggende og teknologisk.
Akseptkontroll – kontroller ytelsen til komplekset.
Forebyggende – feilsøking av teknologiske prosesser og identifisering av årsaker til defekter.
For å kontrollere kinematisk nøyaktighet, brukes instrumenter til å måle den kinematiske feilen til hjul, målesenteravstanden, den akkumulerte feilen av trinn, radiell utløp, svingninger i lengden på den vanlige normalen og rullefeilen.
Ved overvåking av jevn drift brukes instrumenter til å måle lokale kinematiske og sykliske feil, meshing pitch, profilfeil og vinkelavvik.
Ved overvåking av fullstendigheten av kontakten, brukes instrumenter for å måle den totale kontaktflaten, aksial stigning, tannretning, formfeil og kontaktlinjeplassering.
Ved overvåking av sideklaringen måles forskyvningen av den opprinnelige konturen, avviket i målesenteravstanden, avviket i gjennomsnittslengden til den vanlige normalen og tykkelsen på tannen (inkludert kalipermålere) med instrumenter.

Figur 37 – Gir
For å eliminere mulig fastkjøring når giret er oppvarmet, for å sikre betingelser for flyt av smøremiddel og for å begrense tilbakeslag ved reversering av referansen og deling av ekte gir, må de ha en sideklaring j n (mellom de ikke-fungerende profilene til tennene til parringshjulene). Dette gapet er også nødvendig for å kompensere for feil ved produksjon og installasjon av transmisjonen. Sideklaringen bestemmes i et snitt vinkelrett på retningen til tennene, i et plan som tangerer hovedsylindrene (Figur 8.2.13). Figur 8.2.13 Sideklar klaring oppnås ved å radialt forskyve den opprinnelige konturen til tannstangen (girskjæreverktøyet) fra dens nominelle posisjon i hjulkroppen. Girtoleransesystemet etablerer en garantert sideklaring j nmin, som er den minste foreskrevne sideklaringen, uavhengig av graden av nøyaktighet til hjul og gir. Det bestemmes av formelen: hvor V er tykkelsen på smøremiddellaget mellom tennene; a ω - senteravstand; α 1 og α 2 - temperaturkoeffisienter for lineær utvidelse av materialet til hjulene og kroppen; Δt° 1 og Δt° 2 – avvik på hjulet og kroppstemperaturer fra 20°C; α er profilvinkelen til den opprinnelige konturen. Tykkelsen på smøremiddellaget antas å variere fra 0,01 m (for kinematiske gir med lav hastighet) til 0,03 m (for høyhastighets gir). For å møte kravene til ulike bransjer, uavhengig av graden av presisjon i produksjonen av tannhjul, er det gitt seks typer grensesnitt som bestemmer forskjellige verdier av j nmin: A, B, C, D, E, H (figur 8.2.14).  Figur 8.2.14 Det er etablert seks klasser av senter-til-senter avstandsavvik, angitt i synkende rekkefølge av nøyaktighet med romertall fra I til VI. Den garanterte sideklaringen i hver styrmann er sikret med forbehold om de foreskrevne avviksklassene for den interaksiale avstanden (for styrmenn H og E - klasse II, for styrmenn D, C, B og A - henholdsvis klasse III, IV, V og VI ). Korrespondansen mellom kameratypene og de spesifiserte klassene kan endres. Den laterale klaringen har en toleranse T jn, bestemt av forskjellen mellom største og minste klaring. Når sideklaringen øker, øker toleransen T jn. Åtte typer toleranse T jn for lateral klaring er etablert: x, y, z, a, b, c, d, h. Styretypene H og E tilsvarer toleransetypene h, styretypene D, C, B og A tilsvarer henholdsvis toleransetypene d, c, b og a. Overensstemmelsen mellom typer par og typer toleranser T jn kan endres ved å bruke toleransetypene z, y og x. Utløpet av ringgiret er definert som forskjellen mellom høyeste og laveste indikatoravlesning når spissen er plassert i alle hulrom i det kontrollerte hjulet.
Figur 8.2.14 Det er etablert seks klasser av senter-til-senter avstandsavvik, angitt i synkende rekkefølge av nøyaktighet med romertall fra I til VI. Den garanterte sideklaringen i hver styrmann er sikret med forbehold om de foreskrevne avviksklassene for den interaksiale avstanden (for styrmenn H og E - klasse II, for styrmenn D, C, B og A - henholdsvis klasse III, IV, V og VI ). Korrespondansen mellom kameratypene og de spesifiserte klassene kan endres. Den laterale klaringen har en toleranse T jn, bestemt av forskjellen mellom største og minste klaring. Når sideklaringen øker, øker toleransen T jn. Åtte typer toleranse T jn for lateral klaring er etablert: x, y, z, a, b, c, d, h. Styretypene H og E tilsvarer toleransetypene h, styretypene D, C, B og A tilsvarer henholdsvis toleransetypene d, c, b og a. Overensstemmelsen mellom typer par og typer toleranser T jn kan endres ved å bruke toleransetypene z, y og x. Utløpet av ringgiret er definert som forskjellen mellom høyeste og laveste indikatoravlesning når spissen er plassert i alle hulrom i det kontrollerte hjulet.
Standardiserte parametere som karakteriserer giroverføring er:
Tannmodul,
Girutveksling,
Sentrumsavstand.
Snekkegir er klassifisert som tannhjulsskruegir. Hvis hellingsvinklene til tennene er tatt i en tannhjulsskrueoverføring slik at tannhjulets tenner omgir den, blir disse tennene til gjenger, tannhjulet til en snekke og tannhjulet til et skrueformet tannhjul. inn i en orm. Fordelen med et snekkegir fremfor et spiralformet tannhjul er at den første kontakten av leddene skjer langs en linje i stedet for ved et punkt. Kryssvinkel sjakter orm og ormehjul kan være hva som helst, men vanligvis er det 90°.
Skrått gir
Hvis vinkelen mellom aksene er 90°, kalles vinkelgiret ortogonal. Generelt, i en ikke-ortogonal overføring, komplementeres vinkelen til 180° til vinkelen mellom vinkelhastighetsvektorene til leddene 1 Og 2, kalt sentervinkel Σ
33\34. Normalisering av dimensjonale interaksjonsparametere i nøkkelforbindelser
NØKKELKOBLINGER
Formål med nøkkelforbindelser Nøkkelforbindelser er designet for å produsere avtakbare forbindelser som overfører dreiemoment. De sikrer rotasjon av tannhjul, trinser og andre deler montert på aksler langs overgangspasninger, der det, sammen med forstyrrelser, kan være hull. Dimensjonene til nøkkelforbindelsene er standardiserte. Det er nøkkelforbindelser med prismatiske (GOST 23360), segment (GOST 24071), kile (GOST 24068) og tangentielle (GOST 24069) nøkler. Nøkkelforbindelser med prismatiske nøkler brukes i lett belastede lavhastighetstransmisjoner (kinematiske matekjeder til maskinverktøy), i store produkter (smiingsutstyr, svinghjul til forbrenningsmotorer, sentrifuger, etc.). Kile- og tangentialkiler absorberer aksialbelastninger under reverseringer i tungt belastede ledd. De mest brukte er parallellnøkler. Utforming og dimensjoner på parallellnøkler Parallelle nøkler har tre utførelser. Type nøkkeldesign bestemmer formen på sporet på skaftet. Utførelse 1 for lukket spor, for normal tilkobling under serie- og masseproduksjonsforhold; versjon 2 for et åpent spor med styrenøkler, når hylsen beveger seg langs akselen med en løs forbindelse; versjon 3 for et halvåpent spor med kiler installert på enden av akselen med en tett kobling av den pressede hylsen til akselen i enkelt- og serieproduksjon. Dimensjonene til nøkkelen avhenger av den nominelle størrelsen på akseldiameteren og bestemmes i henhold til GOST 23360. Eksempler på nøkkelbetegnelser: 1. Nøkkel 16 x 10 x 50 GOST 23360 (prismatisk nøkkel, versjon 1; b x h = 16 x 10, nøkkellengde l = 50). 2. Nøkkel 2 (3) 18 x 11 x 100 GOST 23360 (prismatisk nøkkel, versjon 2 (eller 3), b x h = 18 x 11, nøkkellengde l = 100). Nøkkelpasninger og anbefalinger for valg av toleransemarginer. Hovedpassformen er bredden på nøkkelen b. I henhold til denne størrelsen passer nøkkelen med to spor: et spor på akselen og et spor i foringen. Nøklene er vanligvis koblet til sporene på akslene ubevegelig, og til sporene til foringene med et gap. Interferensen er nødvendig for å sikre at nøklene ikke beveger seg under drift, og klaringen er nødvendig for å kompensere for unøyaktigheter i dimensjoner og relativ plassering av sporene. Nøkler, uavhengig av passform, er produsert i størrelse b med toleranse h9, noe som gjør deres sentraliserte produksjon mulig. De resterende dimensjonene er mindre viktige: høyden på nøkkelen i henhold til h11, lengden på nøkkelen i henhold til h14, lengden på sporet for nøkkelen i henhold til H15. Nøklene er plassert i henhold til akselsystemet (Ch). Standarden tillater ulike kombinasjoner av toleransefelt for spor på akselen og i foringen med et nøkkelbreddetoleransefelt. En løs forbindelse brukes til å styre lange nøkler; normale brukes oftest til å feste nøkler installert i midten av skaftet; tett kobling - for nøkler i enden av skaftet. Grunnleggende krav til utforming av tverrsnitt av en forbindelse med en parallellnøkkel og delene som er involvert i dem Maksimale avvik av dimensjoner og utvalgte toleransefelt bestemmes i henhold til tabellene i GOST 25347. Når du lager et tverrsnitt av en nøkkel. tilkobling, er det nødvendig å indikere passformene, og for nøkkelen - toleransefeltene for dimensjonene b og h til den blandede nøkkelen og overflateruhet. I tegningene av tverrsnittene til akselen og bøssingen er det nødvendig å indikere overflateruhet, toleransefelt for dimensjonene b, d og D i blandet form, samt normalisere dimensjonene til dybden til sporene: på aksel t1 - det foretrukne alternativet eller (d - t1) med negativt avvik og i foringen (d + t2) - det foretrukne alternativet eller t2 med positivt avvik. I dette og andre tilfeller velges avvikene avhengig av høyden på nøkkelen h. I tillegg, i tegningene av de tverrgående seksjonene av akselen og bøssingen, er det nødvendig å begrense nøyaktigheten til formen og relativ posisjon til toleranser. Det stilles krav til tillatte avvik fra symmetrien til kilesporene og parallelliteten til sporets symmetriplan i forhold til delens (base) akse. Hvis det er én nøkkel i forbindelsen, er parallellitetstoleransen tatt lik 0,5IT9, symmetritoleransen er 2IT9, og med to nøkler plassert diametralt, er den 0,5 IT9 fra nøkkelens nominelle størrelse b. Symmetritoleranser kan variere i høyt volum og masseproduksjon.
Sylindriske tannhjul. Overføring med sylindriske tannhjul utføres fra den øvre veivakselen til kamakslene til drivstoffpumpene og til viften, fra den nedre veivakselen til olje- og vannpumpene. I tillegg har oljepumpen to par cylindriske tannhjul: rette og chevrontenner.
Normal drift av en giroverføring avhenger i stor grad av klaringen mellom tannhjulstennene. Når du identifiserer funksjonsfeil i driften av girtoget, er det nødvendig å først sjekke gapene mellom girtennene. Disse hullene kontrolleres ved hjelp av en indikator, hvis ben presses mot arbeidsflaten til en av tennene. Forskjellen i indikatoravlesningene når tannhjulene vipper vil tilsvare det faktiske gapet mellom tennene. Etter demontering av drevet, samt ved utskifting av individuelle gir eller lagre, er det nødvendig å kontrollere og om nødvendig justere inngrepet til girene (lateral klaring mellom tennene, samt passformen til tennene i henhold til malingen skrive ut).
Justering av girinngrepet til olje- og vannpumpene. Pakninger 1 (fig. 166), som er plassert under flensen til hus 2, regulerer størrelsen på gapene mellom tennene til tannhjul 4 og 3 på oljepumpedrevet. For dieselmotorer produsert siden 1961, hvor hastighetsregulatoren er installert på venstre side, justeres inngrepet til de sylindriske girene til oljepumpedrevet med mellomlegg /1 (se fig. .120). For nye gir bør gapene være innenfor 0,24-0,4 mm, og for brukte ikke mer enn 0,55 mm. Stepping av endene av tennene til sammenkoblede gir er tillatt opp til 2 mm. For å gjøre det lettere å justere hullene, er pakningene laget med en tykkelse på 0,2; 0,3 og 0,75 mm.
Ved kontroll av passformen til tennene skal malingsavtrykket på hver tann være minst 50 % av lengden og minst 50 % av tannhøyden. Etter å ha justert girinngrepet, bor du to hull for pinner 14 i drivhuset og i blokken og plasser dem sammen.
Justering av gapene mellom tennene til tannhjul 4 og 5 på vannpumpedriften innenfor 0,2-0,4 mm utføres ved å flytte huset (platen) som pumpen er montert i i forhold til dieselenheten. Tennens kontakt med malingen må være minst 40 % langs tannhøyden og minst 50 % langs lengden.
Giringen til sentrifugalfilteroljepumpens drivgir justeres på samme måte. Etter justering av giringen til vann- og oljepumpens drivgir, bør giravstanden ikke overstige 2 mm.
Avstandene mellom tannhjulene er satt til 0,1-0,3 mm for alle nye tannhjul og ikke mer enn 0,55 mm for arbeidsgir. Svingninger i klaringsverdier for ett par gir bør ikke overstige 0,1 mm. Kvaliteten på girinngrepet kontrolleres av tennene. Malingsavtrykket skal være minst 50 % langs tannhøyden og minst 60 % langs lengden, med avtrykket plassert i den midtre delen av tannen. Stigningen til alle drivgir bør ikke overstige 2 mm. Hvis det er nødvendig å redusere giravstanden mellom brakettene 8 og dieselblokken, monter avstandsstykker i stål.
Justering av girinngrepet til viftedriften. Når du installerer en vifte på en dieselmotor, skifter ut drivhjul eller selve viften, er det nødvendig å justere innkoblingen av drivgirene. Når de er riktig inngrep, er avstandene mellom tannhjulene i området 0,1-0,25 mm for nye gir og ikke over 0,4 mm for brukte gir. Kontaktområdet til tennene basert på malingsavtrykket er minst 50% av høyden og minst 60% av lengden på tannen. Girstigningen overstiger ikke 2 mm.
Inngrepet justeres ved å flytte blåseren på tappene som fester den til blokken. Slik bevegelse utføres bare etter jevn inngrep! gir 1 og 2 (fig. 167) og foreløpig sjekk av inngrep. Det er tillatt å bore eller sage et hull i blåseren (for passering av stendere) hvis de eksisterende hullene ikke tillater bevegelsen. Sideklaringen mellom tannhjulstennene kontrolleres som følger. Drei forsiktig det drevne koordinasjonsgiret 4 til tennene på gir 1 og 2 stopper, og i denne posisjonen setter du indikatorskalaen til null. Vri deretter gir 4 i motsatt retning, også til tannhjul 1 og 2 stopper. Basert på indikatoravlesningen bestemmes den faktiske størrelsen på gapet.
Justering av masken til viftekoordinerende gir. Inngrepet til viftegirene må kontrolleres ved utskifting av gir, rotorer eller lagre. Koordinasjonsgir velges og kjøres inn i hverandre under produksjonsprosessen. Derfor må disse girene kun skiftes som et komplett sett.
Inngrepet mellom viftekoordinerende gir må tilfredsstille følgende krav.
1. Den laterale klaringen mellom tennene til nye gir bør være i området 0,05-0,2 mm og opptil 0,35 mm for gamle. Svingninger i klaringer for ett par gir er tillatt opptil 0,1 mm.
2. Tanntennes kontakt med maling skal være minst 60,% langs tannlengden og minst 50% langs tannhøyden.
3. Avviket mellom de ytre endene av tannhjulene (ved tenner) tillates ikke mer enn ± 1 mm.
Justering av girinngrepet til oljepumpen. Når du bytter ut oljepumpegir (synkrone eller fiskebein), er det nødvendig å overvåke inngrepet til tennene deres.
Det totale gapet mellom tennene til chevron-tannhjulene presset til den ene enden av pumpen skal være i området 0,10-0,15 mm. Spaltestørrelsen bestemmes ved å velge gir. I dette tilfellet må det drevne synkrongiret 5 (se fig. 43) forsterkes med en tapp slik at sidespalten på hver side av chevrongirtannen er minst 0,05 mm, og gapet i synkrongirene velges i retningen for dens reduksjon.
Sideklaringen mellom tennene til synkrongir bør være i området 0,03-0,15 mm for nye gir og ikke mer enn 0,25 mm for brukte gir. Spaltestørrelsen bestemmes ved å velge gir. Tennene til synkrongir kontrolleres også av malingsmerker, som skal være minst 65 % langs tannhøyden og minst 70 % langs tannlengden.
Avstandene mellom girtennene til høyytelses oljepumpen er ikke justerbare, men kun overvåket. Kvaliteten på girinngrepet er sikret av produksjonen av pumpen og girene. Sideavstanden mellom tennene bør ikke overstige 0,55 mm.
Skrå tannhjul. Gir med skrå tenner er installert på et vertikalt gir, på stasjoner til hastighetsregulatoren og turtelleren.
Kvaliteten på inngrepet mellom girtenner må kontrolleres under hver løftereparasjon av et diesellokomotiv, når det oppstår feil i girkassen, ved utskifting av gir, lagre eller andre deler, samt etter demontering av girtransmisjonen. For hvert tannhjulspar, sjekk at tennene passer mot malingen og størrelsen på sidegapene mellom tennene.
Sidegapene mellom tennene kontrolleres ved hjelp av en indikator, og kvaliteten på passformen kontrolleres med maling, det samme som for tannhjul med sylindriske tenner.
Justering av inngrepet til vertikale gir. Før du sjekker, må du forsikre deg om at ring 16 er riktig valgt (se fig. 119), som bestemmer den foreløpige verdien av sideklaringen mellom tannhjulstennene. For nye gir skal sidegapene mellom tennene samsvare med gapet som er satt på fabrikken og markert på enden av en av tennene til det store giret. I praksis bør klaringene være i området 0,3-0,55 mm (opptil 0,7 mm for løpehjul) med den valgte veivakselen løpende mot å øke klaringen og minst 0,2 mm (0,1 mm for løpehjul) med den valgte kjøre- opp i retning av å redusere gapet. I dette tilfellet bør svingningen av klaringer for ett par tannhjul ikke overstige 0,25 mm.
For å sjekke at tennene passer mot malingen, belegges tennene på det lille tannhjulet med et tynt lag glasur (maling) og deretter dreies tannhjulet flere omdreininger, først i den ene retningen og deretter i den andre retningen. I dette tilfellet bør veivakselen velges i retning av å redusere klaringen.
Lengden på malingstrykket på den konvekse siden av den store tannhjulet skal være minst 50 mm, og på den konkave siden 35 mm. Utskriftene skal være plassert i sonen av tonehøyden, kjeglen og langs lengden - noe nærmere toppen av tannen; Det er tillatt å plassere avtrykket nærmere basen, forutsatt at lengden på avtrykket er minst 70 mm på den konvekse siden og minst 50 mm på den konkave siden av tannen. Trykket kan være i form av et kontinuerlig punkt eller i form av to separate flekker med et gap på opptil 6 mm i lengde. Begynnelsen av avtrykket bør ikke være mer enn 5 mm fra toppen av tannen.
Hvis utskriften er utilfredsstillende, samt om det er nødvendig å endre gapet mellom tennene, justeres inngrepet av tannhjulene av deres aksiale bevegelse på grunn av pakninger plassert under flensene til store tannhjul og vertikale akselhus. Pakninger plassert under den store girflensen er laget i form av halvringer med en tykkelse på 0,1 og 0,25 mm, og pakninger under det vertikale akselhuset er laget i form av plater med en tykkelse på 0,1; 0,25 og 1 mm.
Justering av giringen på drivgirene regulerer hastigheten. Avstandene mellom tannhjulene bør være innenfor 0,1-0,2 mm for nye gir og ikke mer enn 0,4 mm for brukte gir. Når du måler gap-verdiene, er det nødvendig å velge mulige løp i hvert par av tannhjul som følger: for ett av girene, velg kjøringen i retning av å øke gapet, og for det andre i retning av å redusere det. Når du sjekker inngrepet av tannhjul for vedheft til malingen, må avtrykket være minst 50 % av lengden på tannen. Det nødvendige gapet mellom tennene og passformen til tennene sikres ved valg av mellomlegg. Stepping av endene av girtennene er tillatt opp til 2 mm.
Typer sideklaringer (definert for hvert gir i et girsett)
Faktiske gir må være produsert med spesifikke tillatte flankeavstander. Definere gyldige verdier, basert på dine arbeidsforhold.
I cylindriske og spiralformede gir er det to måter å bestemme den nødvendige flankeklaringen på. Reduser først tanntykkelsen ved å senke stansen i den tomme formen til en dybde som er større enn hva standarden teoretisk tillater. For det andre øker senteravstanden sammenlignet med den teoretisk beregnede.
Når du stiller inn sideklaring, må du vurdere følgende faktorer:
- Plass som kreves for smøring.
- Differensiell ekspansjon mellom girkomponenter og hus.
- Feil i beregninger. Mangel på begge hjul, profilfeil, stigning, tanntykkelse, tannvinkel og senteravstand. Jo mindre sideklaring, jo mer nøyaktig vil tannhjulsbearbeidingen være.
- Driftsforhold som hyppig rygging eller for stor belastning.
Sideklaringsstørrelsen bør ikke være for stor til å oppfylle jobbkravene. Sørg for at det er tilstrekkelig for å sikre at maskineringskostnadene ikke overstiger det som er nødvendig.
Tradisjonelt er halve flankeklaringstoleranseverdien satt for tanntykkelsen til hvert tannhjul i et par. Det finnes imidlertid unntak. For eksempel bruker gir som har et lite antall tenner alle de gyldige verdiene for det drevne giret. Som et resultat er det ingen svekkelse av tannhjulet.
- Sirkulær sideklaring j t [mm/tommer]
- Normal sideklaring j n [mm/in]
- Midtsideklaring j r [mm/in]
- Vinkelsideklaring j Θ [grad]
| Typer girengasjement | Forholdet mellom sirkulær retning j t og normal retning j n | Forholdet mellom sirkulær retning j t og sentral retning j r | Forholdet mellom omkretsretningen j t og vinkelsideklaringen j Θ |
|---|---|---|---|
| Spur gear | j n = j t cos α | ||
| Spiralformet tannhjul | j nn = j tt cos α n cos β |
|
|
|

Sideklarering av spiralgirinngrep
For spiralformede gir er det to typer sideklaringer knyttet til tannavstanden. Det er et tverrsnitt i normal retning av tannoverflaten "n" og et tverrsnitt i retningen vinkelrett på "t"-aksen.

|
j nn |
Lateral klaring i en retning vinkelrett på tannoverflaten |
|
jnt |
Lateral klaring i omkretsretning i tverrsnitt vinkelrett på tannen |
|
j tn |
Lateral klaring i en retning vinkelrett på tannoverflaten i et tverrsnitt vinkelrett på aksen |
|
j tt |
Sideklaring i sirkulær retning vinkelrett på aksen |
|
I planet normalt til tannen: |
j nn = j nt cos α n |
