Pārnesumu piedziņas parasti tiek montētas un pārbaudītas ražotnē. Mazas un vidējas jaudas pārnesumkārbas no ražotāja tiek sūtītas noslēgtas. Jaudīgas pārnesumkārbas, kā arī atvērtie zobrati ar lieliem zobratiem tiek piegādāti izjauktā veidā uzstādīšanai.
Visi apstrādātie zobrati ir sadalīti 12 precizitātes pakāpēs. Visbiežāk izmanto piena rūpniecības iekārtām cilindriskie zobrati 6-11 precizitātes pakāpe, slīps 6-11 un tārps 5-9 precizitātes pakāpe (jo mazāks pakāpes skaitlis, jo lielāka ir zobrata precizitāte, ko nosaka kinemātiskās precizitātes, vienmērīgas darbības un zobu kontakta standarti).
Saliekot zobratus, ir jāpārbauda radiālais un aksiālais izskrējiens zobratu riteņi, attālums no centra līdz centram, sānu klīrenss un zobu darba virsmu saskares pakāpe.
Cilindrisko zobratu radiālo un aksiālo izskrējienu pārbauda uz īpašām prizmām pirms uzstādīšanas vai centros pēc montāžas uz vārpstas. Izskrējienu kontrolē ar biezuma mērītāju vai indikatoru (7.8. att.). Lai to izdarītu, starp riteņa zobiem ievieto cilindrisku mērinstrumentu ar diametru 1,68/u (kur m ir modulis), uz kura ir uzstādīta indikatora kāja un fiksēta tā bultiņas pozīcija. Pārbīdot mērinstrumentu pa 2-3 zobiem un pagriežot vārpstu, nosakiet indikatora rādījumu atšķirību visam pārnesumam. Šī starpība ir radiālā izskrējiena apjoms pa zobrata sākotnējo apli. Aksiālo skrējienu pārbauda ar indikatoru.
Sānu atstarpes cilindrisko zobratu savienojumos tiek kontrolētas ar sensoru vai indikatoru (7.9. att.). Lai to izdarītu, pie viena pārnesuma vārpstas ir piestiprināts vadītājs, kura gals balstās pret indikatora kāju, kas uzstādīta uz vienības korpusa. Otrs ritenis ir fiksēts nekustīgi ar skavu. Vadītājs kopā ar vārpstu un riteni tiek pagriezts vienā virzienā, tad otrā virzienā (to var izdarīt tikai sānu spraugas dēļ). Indikatora rādījumu starpība pārnesuma pirmajā un otrajā pozīcijā tiek pārrēķināta uz sānu klīrensa vērtību, izmantojot formulu
Sp = CR 1L,
kur cn ir sānu atstarpes lielums, m; AR - indikatora rādījumu atšķirība zobrata pirmajā un otrajā pozīcijā, m; R - sākuma apļa rādiuss, m; L - pavadas garums, m.
IN tehniskajiem nosacījumiem salabojiet mazāko sānu atstarpi.
|
|

Saliekot zobratus ar riteņiem, kuru modulis ir lielāks par 6 mm, šīs spraugas tiek pārbaudītas, ripojot starp zobiem
trīs vai četri svina stieples gabali, kas uzstādīti visā zoba garumā.
Stiepļu nospiedumi ir mainīga biezuma sloksnes. Mazāks biezums c atbilst sānu spraugas daļai zoba darba pusē, un lielākais biezums c2 atbilst nestrādājošajai pusei. Šo lielumu summa ir sānu klīrenss, t.i., cn = c + c2.
Pabeidziet zobratu pārbaudi, pārbaudot krāsas nospiedumus kontaktpunktos. Lai to izdarītu, piedziņas zobi tiek pārklāti ar plānu kvēpu vai zilu slāni, kas atšķaidīts žāvēšanas eļļā, un zobratu vairākas reizes pagriež.
Uz dzenā riteņa zobiem parādās pieskāriena pēdas (nospiedumi), pēc kurām tiek spriests par saķeres kvalitāti. Ja nospiedumi atrodas zoba augšējā daļā, tad attālums no centra līdz centram ir lielāks nekā parasti. Veidojot nospiedumu uz zoba dibena, riteņi tiek satuvināti kopā, nekā nepieciešams. Pareizi saliktā zobratā nospiedumi atrodas zobu sānu virsmas vidusdaļā augstumā un garumā.
Ja starp zobu virsmām ir nepietiekams kontakts, apdares montāžas laikā tiek veikta skrāpēšana, pieslīpēšana ar abrazīviem pulveriem un pastām un pieslīpēšana ar eļļu zem slodzes. Failu izmantošana ir stingri aizliegta.
Konisko zobrati galvenokārt tiek montēti remonta laikā. Šajā gadījumā sākotnējo konusu virsotnēm jāsakrīt, un asīm jābūt savstarpēji perpendikulārām. Iesaistīšanās novirzes nedrīkst pārsniegt pielaides robežas. Konisko zobratu asu stāvokli pārbauda, izmantojot auklas ar svērteni, lineālus un citus universālus instrumentus. Konisko riteņu uzstādīšanu pārbauda pēc to veidojošo riteņu sakritības riteņa asu plaknē Pieļaujamā novirze ir 0,1-0,5 mm.Pārbaudot krāsu, to konstatē sekojošas novirzes no normas: nepietiekams klīrenss - riteņi ir pārāk tuvu viens otram (7.10. att., d); starpaksiālais leņķis ir mazāks (7.10. att., V) vai vairāk nekā aprēķināts (7.10., 6. att.). Ja uz dzenošo vai dzenošo riteņu zobiem krāsas pēdas atrodas blīvi vienā zoba pusē šaurajā galā un otrā pusē platajā galā, tas norāda uz zobratu asis ir nepareizi novietotas. Visos gadījumos novirzes no normas koriģē ar papildu santehnikas darbiem. Tipiski nospiedumi, kad slīpie riteņi ir pareizi nofiksēti, ir parādīti attēlā. 7.10, A.
Rīsi. 7.10. Koniskā zobrata ieslēgšanas kvalitātes kontrole:
I - bez slodzes (montāžas laikā); II - ar pilnu slodzi (ekspluatācijā); a - pareiza iesaistīšanās; b - starpaksiālais leņķis ir lielāks par aprēķināto; c - starpasu leņķis ir mazāks par aprēķināto; g - nepietiekams klīrenss
Montējot gliemežpārvadu, pārbaudiet tārpu vārpstu un tārpu riteņa attālumu no centra līdz centram, pareizo vārpstu novietojumu, sānu atstarpi sietā un riteņa zobu un tārpu pagriezienu darba virsmu atbilstību . Tārpu pāra uzstādīšana tiek pārbaudīta, izmantojot speciāli izgatavotas veidnes un zondes, svērtenes, mēroga lineālu un līmeni. No sliekšņa vārpstas tiek nolaistas ūdensvadi un tiek mērīts attālums no vārpstas līdz riteņa sānu virsmai. Ja pārnesums ir pareizs, šiem attālumiem jābūt vienādiem. Šādu pārbaudi ne vienmēr var veikt, jo pārnesums ir uzstādīts pārnesumkārbas korpusā. Tāpēc uzstādīšanas laikā pārbaudiet kontaktu ar krāsu (7.11. att.). Pieskāriena nobīde uz vienu vai otru pusi norāda uz asu novirzi. Kontakta vietas tuvošanās zoba malai norāda uz palielinātu starpaksiālo attālumu un otrādi.
Rīsi. 7.11. Tārpu zobratu ieslēgšanas kvalitātes kontrole
Priekš normāla darbība Tārpu zobratā liela nozīme ir sānu klīrensam (7.12. att.), kas ir atkarīgs no zobrata precizitātes un izmēra. Samontētos pārnesumos klīrensa lielumu nosaka tārpa griešanās “mirušās” kustības laikā, t.i., ar tārpa un stacionāra riteņa leņķisko kustību. Ja šīs spraugas nav, tārps iestrēgst.
Maza izmēra precīzajos zobratos, kur sānu klīrenss ir ļoti mazs, tārpa brīvo rotāciju nosaka indikators. Tārpa un riteņa izvirzītajos galos ir piestiprinātas sviras, kas pieskaras indikatoriem, un indikatora bultiņas pozīcija ir fiksēta sākotnējā stāvoklī.
Savienojuma defekti veicina papildu skaņu un trokšņu parādīšanos: zobu klauvēšana un klikšķēšana, dažreiz pazūd, dažreiz pastiprinās, var rasties zobu soļa kļūdu vai pārāk lielu spraugu dēļ; grabošas skaņas un slīpēšanas trokšņus, kas izraisa transmisijas korpusa vibrāciju, var izraisīt nelieli sānu atstarpes (stingra saķere), asas malas uz riteņa zobu galvām un riteņu asu novirzes; troksnis augsts tonis, kas, palielinoties griešanās ātrumam, pārvēršas asā gaudāšanā un pastāvīgā nevienmērīgā klauvēšanā tīklos, rodas, ja tiek izkropļota zobu darba virsmu forma vai uz tām ir lokāli defekti; periodiski pieaugošs un vājināts troksnis, kas sistemātiski atkārtojas ar katru riteņa apgriezienu, ir zobu ekscentriskā izvietojuma attiecībā pret griešanās asi vai vaļīgas pieguļas sekas.
Tārpa zobrata normālu darbību nosaka, pārbaudot to tukšgaitā un zem slodzes. Tajā pašā laikā tiek pārbaudīts ne tikai kontaktpunktu izmērs un raksturs, bet arī zobrata sildīšanas temperatūra, kas nedrīkst pārsniegt 80 °C 2. un 3. precizitātes pakāpes zobratiem, bet 65 °C. 4. precizitātes pakāpes zobrati. Pārmērīgs karstums norāda uz montāžas un ražošanas defektiem, nepietiekamu eļļošanu vai nepareizu smēreļļas izvēli.
Sānu atstarpi j n starp savienojuma riteņu tukšgaitas zobu profiliem nosaka griezumā, kas ir perpendikulārs zobu virzienam, plaknē, kas pieskaras galvenajiem cilindriem (36. attēls). Šī sprauga ir nepieciešama, lai novērstu iesprūšanu, kad zobrats tiek uzkarsēts (temperatūras kompensācija), lai uzņemtu smērvielas slāni, kā arī kompensētu ražošanas un montāžas kļūdas. Sānu klīrenss izraisa pretsparu parādīšanos, mainot atpakaļgaitas pārnesumus, kuru lielums ir ierobežots, lai samazinātu ietekmi uz nestrādājošiem zobu profiliem. Teorētiskā pārnesuma transmisija ir divu profilu un bez atstarpes (j n = 0). Faktiskajai transmisijai jābūt ar sānu klīrensu.
Sānu klīrensa minimālā vērtība j n min nosaka zobu pārošanās veidu. Standarti paredz sešus pārošanās veidus: A (ar palielinātu garantēto atstarpi j n min ar precizitāti 3-12 grādi), B (ar normālu garantēto atstarpi, 3-11), C, D (ar samazinātu j n min, 3-9, 3-8 ), E (ar mazo j n min , 3-7), N (nulle j n min , 3-7).
Ir noteikti astoņu veidu pielaides Tj n sānu klīrensam (šajā gadījumā Tj n =
j n min - j n max): h, d, c, b, a, z, y, x. Pielaides ir sakārtotas augošā secībā. H un E konjugācijas veidi atbilst tolerances tipam h, konjugācijas veidi D, C, B, A atbilst attiecīgi d, c, b, a. Ir atļauts tehnoloģisku vai citu iemeslu dēļ mainīt pārošanās veidu atbilstību un sānu klīrensa pielaides, izmantojot arī pielaides veidus z, y, x (sk. 36. attēlu).
Ir izveidotas sešas starpaksiālo attālumu noviržu klases, kas apzīmētas dilstošā precizitātes secībā ar romiešu cipariem no 1 līdz Y1. Garantētais sānu klīrenss tiek nodrošināts, ievērojot šim pārošanās veidam noteiktās starpaksiālās distances noviržu klases (H, E – II klase, D, C, B, A – III, IY, Y, YI klases).
Nosakot minimālo sānu attālumu j n min, jāņem vērā temperatūras kompensācija j nt un smērvielas slānis cm:
j n min = j nt + sk. (3.156.)
36. attēls. Sānu klīrenss pārnesumu transmisijā
Nepieciešamo temperatūras kompensāciju var aprēķināt, zinot riteņa t riteņa un zobratu korpusa t joslas temperatūru un ņemot vērā, ka sānu klīrenss j n tiek mērīts profila leņķī :
t = a w [ skaits (t skaits – 20 0) - cor (t corr – 20 0)],
kur w ir starpasu attālums, I ir lineārās izplešanās koeficienti ( skaitlis - riteņi, serde - korpuss).
Ņemot vērā, ka smērvielas biezumam jābūt no 0,01 līdz 0,03 modulim, mēs iegūstam, ka minimālajam (garantētajam) sānu klīrensam j n min jābūt vienādam ar
j n min = (0,01 0,03) m + a w [(( skaits (t skaits –20 0) - josla (t josla – 20 0) 2sin (3,157)
B tipa sakabe garantē sānu klīrensu, kas novērš zobrata zobu iesprūšanu no uzkaršanas, kad temperatūras starpība starp riteņiem un korpusu ir 25 0 C (sk. 36. attēlu).
Kā izriet no iepriekš minētā, zobu pārošanās veidu nosaka ar aprēķinu vai eksperimentu, neatkarīgi no precizitātes pakāpes. Pieļaujamās kļūdas zobrata ražošanā vai uzstādīšanā atkarībā no precizitātes pakāpes ietekmē sānu klīrensa maksimālo vērtību.
Sānu atstarpes nodrošināšanai ir trīs metodes: attāluma pielāgošana starp zobratu asīm, ražošanā izmantojot speciālu instrumentu ar biezākiem zobiem un zobratu griezējinstrumentu plaukta sākotnējās kontūras radiālās nobīdes metode.
Pirmā metode praktiski netiek izmantota, jo darba vārpstu pārvietošana, lai iegūtu sānu klīrensu, noved pie profila aktīvās daļas un pārklāšanās koeficienta samazināšanās; Šī metode nav iespējama, ja vairāki zobu pāri atrodas uz divām paralēlām vārpstām, jo viena zobratu pāra noregulētais sānu klīrenss atlikušajiem zobratu pāriem rada nepieņemamas vērtības.
Otrā metode, kā iegūt “plānus” zobratu zobus, palielinot instrumenta griešanas zobu biezumu (frēzes, statīvi utt.), palielina instrumenta diapazonu un sadārdzina.
Trešā metode ir kļuvusi pārsvarā plaši izplatīta, jo tajā tiek izmantots standarta instruments un ir pieļaujami jebkādi sānu atstarpes, ko izraisa zobrata griezējinstrumenta papildu pārvietošana apstrādājamā priekšmeta “ķermenī”. Mazākā sānu sprauga tiek izveidota, samazinot zoba biezumu pa konstantu hordu E ar sākotnējās kontūras radiālās nobīdes metodi par summu E N. Zoba biezums gar horu tiek samazināts par pielaides vērtību T c. līdz sākotnējās kontūras T N nobīdes pielaidei, kas attiecīgi palielina sānu klīrensu. Atkarības, kas raksturo sānu klīrensa izmaiņas no sākotnējās kontūras nobīdes un zobu retināšanas, ir parādītas 36. attēlā:
j n min = 2 E N sin; (3,158)
E C = 2E H tg. (3,159)
Tādējādi sānu klīrensu nosaka sākotnējās kontūras E H nobīde, centra attālums A(tam ir noteiktas novirzes f a), zoba biezums uz soļa apļa vai nemainīga zoba horda 
Radiālā izskrējiena F r klātbūtnē zobu biezumi nepaliek nemainīgi, bet mainās, tuvojoties piedziņas ritenim un attālinoties no tā, tāpēc T H F r:
TH = 1,1 F r + 20. (3,160)
Sānu klīrenss sastāv no garantētā sānu atstarpes j n min un sānu atstarpes j n 1, lai kompensētu ražošanas un uzstādīšanas kļūdas (1 un 2 – ritenis un zobrati):
j n min + j n1 = (E H 1 + E H 2)2 sin. (3,161)
Pieņemot, ka riteņa un zobrata nobīdes ir aptuveni vienādas
E N 1 E N 2 E N, mēs iegūstam ( = 20 0):
Sānu klīrenss j n 1 ņem vērā starpasu attāluma fa novirzes, saķeres soli f p diviem riteņiem, divu riteņu virziena F novirzi, novirzi no paralēlisma f x un asu novirzes f y, j n 1 ir vienāds ar kvadrātisko summēšanu:
Lielākā sānu sprauga ir montāžas izmēru ķēdes noslēdzošais posms, kura komponentu saites būs centra attāluma novirzes un sākotnējo kontūru nobīdes:
j n max = j n min + (T H 1 + T H 2 + 2f a) 2sin. (3,164)
Ņemot vērā ražošanas vajadzības, sānu klīrensa raksturošanai izmanto šādus rādītājus:
sākotnējās kontūras mazākais pārvietojums E N (tolerance T N );
mazākā zoba biezuma novirze E AR (tolerance T AR = 0,73 T N );
mazākā vidējā garuma novirze parastais normāls E wm (tolerance T wm );
kopējās normālās E garuma mazākā novirze w (tolerance T w );
maksimālās novirzes no mērīšanas centra attāluma E a`` (+ E a `` s un -E a`` es ).
Normāls W ir attālums starp zobu grupas (2, 3 utt.) pretējām sānu virsmām.
Mērīšanas centra attālums – attālums līdz vadāmā riteņa un mērriteņa zobu savienojumam bez atstarpes; E a `` s =  (mērīšanas attāluma svārstības uz viena zoba); E a `` I = -T N.
(mērīšanas attāluma svārstības uz viena zoba); E a `` I = -T N.
Izstrādājot zobratu, pārnesumkārbu korpusu, piedziņas u.c. rasējumus. tiek izmantoti rādītāji w (E w , T w), S c (E c , T c), f a (36. attēls).
Pārraugot pārnesumus, tiek izmantoti indikatoru komplekti, kas izveidoti dažādām precizitātes pakāpēm. Kontroles kompleksi ir vienādi, bet ne līdzvērtīgi. Pirmais no tiem (katram standartam, ko veido viens komplekss rādītājs, sniedz vispilnīgāko riteņa precizitātes novērtējumu). Katrs nākamais raksturo nozīmīgu daļu no galvenās kļūdas vai tās atsevišķām daļām.
Viena vai otra vadības kompleksa izvēle ir atkarīga no zobratu un pārnesumu mērķa un precizitātes (inversijas princips), to izmēriem, vadības prakses, apjoma un ražošanas apstākļiem utt. Izvēlētajam kompleksam nepieciešamās pielaides un novirzes ir norādītas zobrata rasējums ar nestandarta sākuma kontūru un ritenis tiek kontrolēts visos aspektos.
Zobu rasējumos ar standarta sākuma kontūru (37. attēls) projektētājs kompleksa rādītājus nenorāda; šos rādītājus piešķir tehnoloģiju dienesti.
Zobu riteņu pārbaude var būt pieņemšanas, profilaktiska un tehnoloģiska.
Pieņemšanas kontrole – kompleksa darbības kontrole.
Profilaktiski – tehnoloģisko procesu atkļūdošana un defektu cēloņu noteikšana.
Lai kontrolētu kinemātisko precizitāti, tiek izmantoti instrumenti, kas mēra riteņu kinemātisko kļūdu, mērīšanas centra attālumu, soļu uzkrāto kļūdu, radiālo izskrējienu, kopējās normas garuma svārstības un ripošanas kļūdu.
Pārraugot darbības vienmērīgumu, tiek izmantoti instrumenti, lai izmērītu lokālās kinemātiskās un cikliskās kļūdas, saķeres piķi, profila kļūdu un leņķiskā soļa novirzes.
Pārraugot kontakta pilnīgumu, tiek izmantoti instrumenti, lai izmērītu kopējo kontakta plāksteri, aksiālo soli, zoba virzienu, formas kļūdu un kontaktlīnijas atrašanās vietu.
Uzraugot sānu klīrensu, ar instrumentiem mēra sākotnējās kontūras nobīdi, mērīšanas centra attāluma novirzi, kopējās normas vidējā garuma novirzi un zoba biezumu (ieskaitot kalibra mērierīces).

37. attēls – pārnesums
Lai novērstu iespējamu iesprūšanu, kad zobrats tiek uzkarsēts, nodrošinātu apstākļus smērvielas plūsmai un ierobežotu pretsparu, mainot atskaites un sadalot reālos pārnesumus, tiem jābūt ar sānu atstarpi j n (starp zobratu nestrādājošajiem profiliem savienojošie riteņi). Šī plaisa ir nepieciešama arī, lai kompensētu kļūdas transmisijas ražošanā un uzstādīšanā. Sānu klīrensu nosaka griezumā, kas ir perpendikulārs zobu virzienam, plaknē, kas pieskaras galvenajiem cilindriem (8.2.13. attēls). Attēls 8.2.13. Sānu atstarpi nodrošina, radiāli pārvietojot bagāžnieka (zobrata griezējinstrumenta) sākotnējo kontūru no tā nominālā stāvokļa riteņa korpusā. Pārnesumu pielaides sistēma nosaka garantētu sānu klīrensu j nmin, kas ir mazākais paredzētais sānu klīrenss neatkarīgi no riteņu un zobratu precizitātes pakāpes. To nosaka pēc formulas: kur V ir smērvielas slāņa biezums starp zobiem; a ω - centra attālums; α 1 un α 2 – riteņu un virsbūves materiāla lineārās izplešanās temperatūras koeficienti; Δt° 1 un Δt° 2 – riteņa un korpusa temperatūras novirze no 20°C; α ir sākotnējās kontūras profila leņķis. Smērvielas slāņa biezums ir aptuveni no 0,01 m (zema ātruma kinemātiskajiem pārnesumiem) līdz 0,03 m (ātrgaitas pārnesumiem). Lai izpildītu dažādu nozaru prasības, neatkarīgi no zobratu ražošanas precizitātes pakāpes, tiek nodrošināti sešu veidu saskarnes, kas nosaka dažādas j nmin vērtības: A, B, C, D, E, H (attēls 8.2.14).  8.2.14. attēls. Ir izveidotas sešas centra līdz centra attāluma noviržu klases, kas apzīmētas dilstošā precizitātes secībā ar romiešu cipariem no I līdz VI. Garantētā sānu klīrenss katrā pārojumā tiek nodrošināts, ievērojot noteiktās starpaksiālā attāluma noviržu klases (savienojumiem H un E - II klase, pārojumiem D, C, B un A - attiecīgi III, IV, V un VI klase ). Atbilstība starp biedru veidiem un norādītajām klasēm var tikt mainīta. Sānu klīrensam ir pielaide T jn, ko nosaka starpība starp lielāko un mazāko atstarpi. Palielinoties sānu klīrensam, palielinās pielaide T jn. Ir noteikti astoņi sānu klīrensa pielaides T jn veidi: x, y, z, a, b, c, d, h. H un E biedru veidi atbilst pielaides tipam h, biedru tipi D, C, B un A atbilst attiecīgi d, c, b un a pielaides tipiem. Atbilstību starp partneru veidiem un pielaides veidiem T jn var mainīt, izmantojot pielaides veidus z, y un x. Gredzena zobrata nolaišanās tiek definēta kā starpība starp augstākajiem un zemākajiem indikatora rādījumiem, kad uzgalis atrodas visās vadāmā riteņa dobumos.
8.2.14. attēls. Ir izveidotas sešas centra līdz centra attāluma noviržu klases, kas apzīmētas dilstošā precizitātes secībā ar romiešu cipariem no I līdz VI. Garantētā sānu klīrenss katrā pārojumā tiek nodrošināts, ievērojot noteiktās starpaksiālā attāluma noviržu klases (savienojumiem H un E - II klase, pārojumiem D, C, B un A - attiecīgi III, IV, V un VI klase ). Atbilstība starp biedru veidiem un norādītajām klasēm var tikt mainīta. Sānu klīrensam ir pielaide T jn, ko nosaka starpība starp lielāko un mazāko atstarpi. Palielinoties sānu klīrensam, palielinās pielaide T jn. Ir noteikti astoņi sānu klīrensa pielaides T jn veidi: x, y, z, a, b, c, d, h. H un E biedru veidi atbilst pielaides tipam h, biedru tipi D, C, B un A atbilst attiecīgi d, c, b un a pielaides tipiem. Atbilstību starp partneru veidiem un pielaides veidiem T jn var mainīt, izmantojot pielaides veidus z, y un x. Gredzena zobrata nolaišanās tiek definēta kā starpība starp augstākajiem un zemākajiem indikatora rādījumiem, kad uzgalis atrodas visās vadāmā riteņa dobumos.
Standartizēti pārnesumu transmisiju raksturojošie parametri ir:
Zobu modulis,
Pārnesuma attiecība,
Centra attālums.
Tārpu zobrati tiek klasificēti kā skrūvju zobrati. Ja zobratu-skrūvju transmisijā zobu slīpuma leņķus ņem tādus, lai zobrata zobi to ieskauj ap to, tad šie zobi pārvēršas vītnes pagriezienos, zobrats par tārpu, bet zobrats no spirālveida zobrata. tārpā. Tārpu zobrata priekšrocība salīdzinājumā ar spirālveida zobratu ir tāda, ka saišu sākotnējais kontakts notiek pa līniju, nevis kādā punktā. Šķērsošanas leņķis vārpstas tārps un tārpa ritenis var būt jebkas, bet parasti tas ir 90°.
Konusveida zobrats
Ja leņķis starp asīm ir 90°, tad tiek izsaukts konusveida zobrats ortogonāls. Parasti neortogonālā pārraidē leņķis starp saišu leņķiskā ātruma vektoriem tiek pievienots 180°. 1 Un 2, sauca centra leņķis Σ
33\34. Dimensiju mijiedarbības parametru normalizēšana atslēgas savienojumos
ATSLĒGAS SAVIENOJUMI
Atslēgas savienojumu mērķis Atslēgas savienojumi ir paredzēti, lai izveidotu noņemamus savienojumus, kas pārraida griezes momentus. Tie nodrošina zobratu, skriemeļu un citu uz vārpstām uzstādīto detaļu griešanos gar pārejas stiprinājumiem, kurās līdz ar traucējumiem var būt spraugas. Atslēgas savienojumu izmēri ir standartizēti. Ir atslēgu savienojumi ar prizmatiskajiem (GOST 23360), segmenta (GOST 24071), ķīļveida (GOST 24068) un tangenciālajiem (GOST 24069) taustiņiem. Atslēgas savienojumi ar prizmatiskām atslēgām tiek izmantoti viegli noslogotās zema ātruma transmisijās (darbgaldu kinemātiskās padeves ķēdēs), liela izmēra izstrādājumos (kalšanas iekārtas, iekšdedzes dzinēju spararati, centrifūgas utt.). Ķīļveida un tangenciālās atslēgas absorbē aksiālās slodzes apgriezienu laikā stipri noslogotos savienojumos. Visplašāk izmantotie ir paralēlie taustiņi. Paralēlo atslēgu dizains un izmēri Paralēlajām atslēgām ir trīs dizaini. Atslēgas konstrukcijas veids nosaka vārpstas rievas formu. Izpilde 1 slēgtai rievai, normālam savienojumam sērijveida un masveida ražošanas apstākļos; 2. versija atvērtai rievai ar vadošajām atslēgām, kad uzmava pārvietojas pa vārpstu ar vaļīgu savienojumu; 3. versija pusatvērtai rievai ar atslēgām, kas uzstādītas vārpstas galā ar ciešu presētās uzmavas savienojumu ar vārpstu viena un sērijveida ražošanā. Atslēgas izmēri ir atkarīgi no vārpstas diametra nominālā izmēra un tiek noteikti saskaņā ar GOST 23360. Atslēgas apzīmējumu piemēri: 1. Atslēga 16 x 10 x 50 GOST 23360 (prizmatiskā atslēga, versija 1; b x h = 16 x 10, atslēgas garums l = 50). 2. 2. atslēga (3) 18 x 11 x 100 GOST 23360 (prizmatiskā atslēga, 2. versija (vai 3), b x h = 18 x 11, atslēgas garums l = 100). Atslēgas saderības un ieteikumi pielaides robežu izvēlei Galvenais atbilstības izmērs ir atslēgas platums b. Atbilstoši šim izmēram atslēga savienojas ar divām rievām: rievu uz vārpstas un rievu buksē. Atslēgas parasti ir savienotas ar vārpstu rievām nekustīgi, bet ar ieliktņu rievām ar atstarpi. Traucējumi ir nepieciešami, lai nodrošinātu, ka atslēgas darbības laikā nepārvietojas, un atstarpe ir nepieciešama, lai kompensētu neprecizitātes rievu izmēros un relatīvajā stāvoklī. Atslēgas neatkarīgi no piemērotības tiek ražotas pēc izmēra b ar pielaidi h9, kas padara iespējamu to centralizētu ražošanu. Pārējie izmēri ir mazāk svarīgi: atslēgas augstums saskaņā ar h11, atslēgas garums saskaņā ar h14, atslēgas rievas garums saskaņā ar H15. Atslēgas ir novietotas atbilstoši vārpstas sistēmai (Ch). Standarts pieļauj dažādas pielaides lauku kombinācijas rievām uz vārpstas un buksē ar atslēgas platuma pielaides lauku. Lai vadītu garās atslēgas, tiek izmantots vaļīgs savienojums; parastās visbiežāk izmanto vārpstas vidū uzstādīto atslēgu stiprināšanai; ciešs savienojums - atslēgām vārpstas galā. Pamatprasības savienojuma ar paralēlo atslēgu un tajos iesaistīto daļu šķērsgriezumu projektēšanai Maksimālās izmēru novirzes un izvēlētie pielaides lauki tiek noteikti saskaņā ar GOST 25347 tabulām. Veicot atslēgas šķērsgriezumu. savienojumu, ir jānorāda derības, bet atslēgai - pielaides lauki jauktās atslēgas izmēriem b un h un virsmas raupjumam. Vārpstas un bukses šķērsgriezumu rasējumos ir jānorāda virsmas raupjums, pielaides lauki izmēriem b, d un D jauktā veidā, kā arī jānormalizē rievu dziļuma izmēri: uz vārpsta t1 - vēlamais variants vai (d - t1) ar negatīvu novirzi un buksē (d + t2) - vēlamais variants vai t2 ar pozitīvu novirzi. Šajā un citos gadījumos novirzes tiek izvēlētas atkarībā no atslēgas augstuma h. Turklāt vārpstas un bukses šķērsenisko sekciju rasējumos ir jāierobežo formas un relatīvā stāvokļa precizitāte līdz pielaidēm. Ir izvirzītas prasības pieļaujamām novirzēm no atslēgu rievu simetrijas un rievas simetrijas plaknes paralēlisma attiecībā pret detaļas (pamatnes) asi. Ja savienojumā ir viena atslēga, paralēlisma pielaide tiek pieņemta vienāda ar 0,5IT9, simetrijas pielaide ir 2IT9, un ar diviem taustiņiem, kas atrodas diametrāli, tā ir 0,5 IT9 no atslēgas nominālā izmēra b. Simetrijas pielaides var atšķirties liela apjoma un masveida ražošanā.
Cilindriski zobrati. Pārraide ar cilindrisko zobratu tiek veikta no augšējās kloķvārpstas uz degvielas sūkņu sadales vārpstām un uz pūtēju, no apakšējās kloķvārpstas uz eļļas un ūdens sūkņiem. Turklāt eļļas sūknim ir divi cilindrisko zobratu pāri: taisni un šauras zobi.
Pārnesumu transmisijas normāla darbība lielā mērā ir atkarīga no atstarpes starp zobrata zobiem. Nosakot darbības traucējumus zobratu vilciena darbībā, vispirms ir jāpārbauda spraugas starp zobratu zobiem. Šīs spraugas tiek pārbaudītas, izmantojot indikatoru, kura kāja ir nospiesta pret viena zoba darba virsmu. Indikatora rādījumu atšķirība, kad zobrati šūpojas, atbildīs faktiskajai atstarpei starp zobiem. Pēc piedziņas demontāžas, kā arī atsevišķu zobratu vai gultņu nomaiņas ir jāpārbauda un, ja nepieciešams, jāpielāgo zobratu ieslēgšanās (sānu atstarpe starp zobiem, kā arī zobu saderība atbilstoši krāsojumam drukāt).
Eļļas un ūdens sūkņu pārnesumu slēgšanas regulēšana. Blīves 1 (166. att.), kas novietotas zem korpusa 2 atloka, regulē spraugu lielumu starp eļļas sūkņa piedziņas 4. un 3. zobratu zobiem. Kopš 1961. gada ražotajiem dīzeļdzinējiem, kuriem apgriezienu regulators uzstādīts kreisajā pusē, eļļas sūkņa piedziņas cilindrisko zobratu ieslēgšanās tiek regulēta ar starplikām /1 (sk. .120. att.). Jauniem zobratiem atstarpēm jābūt 0,24–0,4 mm robežās, bet lietotiem - ne vairāk kā 0,55 mm. Pāra zobratu zobu galu soli ir atļauti līdz 2 mm. Lai atvieglotu spraugu regulēšanu, blīves ir izgatavotas ar biezumu 0,2; 0,3 un 0,75 mm.
Pārbaudot zobu piemērotību, krāsas nospiedumam uz katra zoba jābūt vismaz 50% no zoba garuma un vismaz 50% no zoba augstuma. Noregulējot pārnesumu ieslēgšanu, piedziņas korpusā un blokā izurbiet divus caurumus tapām 14 un novietojiet tās kopā.
Atstarpes starp ūdens sūkņa piedziņas 4. un 5. zobratu zobiem 0,2–0,4 mm robežās tiek noregulētas, pārvietojot korpusu (plāksni), kurā ir uzstādīts sūknis, attiecībā pret dīzeļa bloku. Zobu saskarei ar krāsu jābūt vismaz 40% visā zoba augstumā un vismaz 50% visā zoba garumā.
Centrbēdzes filtra eļļas sūkņa piedziņas zobratu pārnesums tiek regulēts tādā pašā veidā. Pēc ūdens un eļļas sūkņu pārnesumu slēgšanas regulēšanas zobratu atstatums nedrīkst pārsniegt 2 mm.
Atstarpes starp zobratu zobiem ir iestatītas 0,1–0,3 mm robežās jebkuram jaunam zobratu pārim un ne vairāk kā 0,55 mm darba zobratiem. Klīrensa vērtību svārstības vienam pārnesumu pārim nedrīkst pārsniegt 0,1 mm. Pārnesumu ieslēgšanas kvalitāti pārbauda pēc zobu atbilstības. Krāsas nospiedumam jābūt vismaz 50% gar zoba augstumu un vismaz 60% garumā, nospiedumam jāatrodas zoba vidusdaļā. Visu piedziņas zobratu solis nedrīkst pārsniegt 2 mm. Ja ir nepieciešams samazināt zobratu attālumu starp kronšteiniem 8 un dīzeļdegvielas bloku, uzstādiet tērauda starplikas.
Ventilatora piedziņas pārnesumu ieslēgšanās regulēšana. Ikreiz, uzstādot pūtēju dīzeļdzinējam, nomainot piedziņas pārnesumus vai pašu pūtēju, ir jāpielāgo tā piedziņas pārnesumu ieslēgšanās. Pareizi sietot, spraugas starp zobratu zobiem ir 0,1-0,25 mm robežās jauniem zobratiem un nepārsniedz 0,4 mm lietotiem zobratiem. Zobu saskares laukums, pamatojoties uz krāsas nospiedumu, ir vismaz 50% no zoba augstuma un vismaz 60% no zoba garuma. Pārnesuma solis nepārsniedz 2 mm.
Savienojumu regulē, pārvietojot pūtēju uz tapām, kas to nostiprina pie bloka. Šāda kustība tiek veikta tikai pēc vienmērīgas iesaistīšanās! 1. un 2. pārnesums (167. att.) un iepriekšēja ieslēgšanās pārbaude. Atļauts urbt vai zāģēt caurumu pūtējā (radžu caurbraukšanai), ja esošie urbumi neļauj tam kustēties. Sānu atstarpi starp zobrata zobiem pārbauda šādi. Uzmanīgi pagrieziet piedziņas koordinācijas zobratu 4, līdz 1. un 2. zobratu zobi apstājas, un šajā pozīcijā iestatiet indikatora skalu uz nulli. Pēc tam pretējā virzienā pagrieziet zobratu 4, arī līdz apstājas zobi zobiem 1. un 2. Pēc indikatora rādījuma tiek noteikts spraugas faktiskais lielums.
Pūtēja koordinācijas zobratu tīkla regulēšana. Mainot zobratus, rotorus vai gultņus, ir jāuzrauga ventilatora laika zobrata ieslēgšanās. Koordinācijas zobrati tiek izvēlēti un savienoti viens ar otru ražošanas procesā. Tāpēc šie zobrati ir jāmaina tikai kā pilns komplekts.
Ventilatora koordinācijas zobratu savienojumam jāatbilst šādām prasībām.
1. Jauno zobratu zobiem sānu atstatumam jābūt diapazonā no 0,05-0,2 mm un līdz 0,35 mm vecajiem. Klīrensu svārstības vienam pārnesumu pārim ir pieļaujamas līdz 0,1 mm.
2. Zobu zobu saskarei ar krāsu jābūt vismaz 60% gar zoba garumu un vismaz 50% gar zoba augstumu.
3. Atšķirība starp zobratu ārējiem galiem (ar zobiem) ir pieļaujama ne vairāk kā ± 1 mm.
Eļļas sūkņa pārnesumu slēgšanas regulēšana. Mainot eļļas sūkņa zobratus (sinhronos vai skujiņas), ir jāuzrauga to zobu fiksācija.
Kopējai atstarpei starp zobratu zobiem, kas piespiesti vienā sūkņa galā, jābūt diapazonā no 0,10 līdz 0,15 mm. Atstarpes lielums tiek noteikts, izvēloties pārnesumus. Šajā gadījumā piedziņas sinhronais zobrats 5 (skat. 43. att.) ir jānostiprina ar tapu tā, lai sānu atstarpe katrā ševrona zobrata zoba pusē būtu vismaz 0,05 mm, un atstarpe sinhronajos zobratos ir izvēlēta tās samazināšanas virziens.
Sānu atstarpei starp sinhrono zobratu zobiem jābūt diapazonā no 0,03 līdz 0,15 mm jauniem zobratiem un ne vairāk kā 0,25 mm lietotiem zobratiem. Atstarpes lielums tiek noteikts, izvēloties pārnesumus. Sinhrono zobratu zobus pārbauda arī ar krāsas atzīmēm, kurām jābūt vismaz 65% gar zoba augstumu un vismaz 70% gar zoba garumu.
Atstarpes starp augstas veiktspējas eļļas sūkņa zobratu zobiem nav regulējamas, bet tikai tiek uzraudzītas. Pārnesumu ieslēgšanās kvalitāti nodrošina sūkņa un zobratu izgatavošana. Sānu atstarpe starp zobiem nedrīkst pārsniegt 0,55 mm.
Konisko zobrati. Zobrati ar koniskiem zobiem ir uzstādīti uz vertikāla zobrata, uz ātruma regulatora un tahometra piedziņām.
Zobu zobu sasaistes kvalitāte ir jāpārbauda katrā dīzeļlokomotīves pacelšanas remonta laikā, kad transmisijā rodas kādi darbības traucējumi, nomainot zobratus, gultņus vai citas detaļas, kā arī pēc zobratu transmisijas demontāžas. Katram zobratu pārim pārbaudiet zobu atbilstību krāsai un sānu atstarpēm starp zobiem.
Sānu spraugas starp zobiem tiek pārbaudītas, izmantojot indikatoru, un atbilstības kvalitāti pārbauda ar krāsu, tāpat kā zobratiem ar cilindriskiem zobiem.
Vertikālo pārnesumu ieslēgšanās regulēšana. Pirms pārbaudes jāpārliecinās, vai ir pareizi izvēlēts gredzens 16 (sk. 119. att.), kas nosaka provizorisko sānu atstarpes vērtību starp zobrata zobiem. Jauniem zobratiem sānu spraugām starp zobiem jāatbilst rūpnīcā iestatītajai atstarpei, kas atzīmēta uz lielā zobrata viena zoba gala. Praksē atstarpēm jābūt diapazonā no 0,3 līdz 0,55 mm (līdz 0,7 mm ritošām daļām) ar izvēlēto kloķvārpstas virzību uz klīrensu palielināšanu un vismaz 0,2 mm (0,1 mm ritošām daļām) ar izvēlēto gaitas daļu. uz augšu atstarpes samazināšanas virzienā. Šajā gadījumā atstarpes svārstības vienam pārnesumu pārim nedrīkst pārsniegt 0,25 mm.
Lai pārbaudītu zobu saderību ar krāsu, mazā zobrata zobi tiek pārklāti ar plānu glazūras (krāsas) kārtu un pēc tam zobratu pagriež vairākus apgriezienus, vispirms vienā virzienā un tad otrā virzienā. Šajā gadījumā kloķvārpstas palaišana ir jāizvēlas klīrensa samazināšanas virzienā.
Krāsas nospieduma garumam lielā zobrata zoba izliektajā pusē jābūt vismaz 50 mm, bet ieliektajā pusē - 35 mm. Nospiedumiem jāatrodas piķa, konusa zonā un visā garumā - nedaudz tuvāk zoba augšdaļai; Nospiedumu atļauts novietot tuvāk pamatnei, ja nospieduma garums zoba izliektajā pusē ir vismaz 70 mm un ieliektajā pusē vismaz 50 mm. Apdruka var būt nepārtraukta plankuma veidā vai divu atsevišķu plankumu veidā ar atstarpi līdz 6 mm garumā. Nospieduma sākumam jābūt ne tālāk kā 5 mm no zoba augšdaļas.
Ja nospiedums ir neapmierinošs, kā arī ja nepieciešams mainīt zobu atstarpi, zobratu ieslēgšanās tiek regulēta ar to aksiālo kustību, pateicoties blīvēm, kas novietotas zem lielo zobratu atlokiem un vertikālo vārpstu korpusiem. Blīves, kas novietotas zem lielā zobrata atloka, ir izgatavotas pusgredzenu veidā ar biezumu 0,1 un 0,25 mm, un blīves zem vertikālās vārpstas korpusa ir izgatavotas plākšņu veidā ar biezumu 0,1; 0,25 un 1 mm.
Piedziņas pārnesumu pārnesumu regulēšana regulē ātrumu. Atstarpēm starp zobratu zobiem jābūt 0,1-0,2 mm robežās jauniem zobratiem un ne vairāk kā 0,4 mm lietotiem zobratiem. Mērot spraugas vērtības, katrā pārnesumu pārī ir jāizvēlas iespējamie nobraucieni šādi: vienam no pārnesumiem izvēlēties ieskrējienu atstarpes palielināšanas virzienā, bet otram - samazināšanas virzienā. Pārbaudot zobratu savienojuma saķeri ar krāsu, nospiedumam jābūt vismaz 50% no zoba garuma. Nepieciešamo atstarpi starp zobiem un zobu piemērotību nodrošina starplikas. Zobu zobu galu kāpšana ir atļauta līdz 2 mm.
Sānu atstarpju veidi (noteikti katram pārnesumam pārnesumu komplektā)
Faktiskajiem zobratiem jābūt ražotiem ar īpašiem pieļaujamiem sānu attālumiem. Definējiet derīgas vērtības, pamatojoties uz jūsu darba apstākļiem.
Balstveida un spirālveida zobratiem ir divi veidi, kā noteikt nepieciešamo sānu klīrensu. Pirmkārt, samaziniet zobu biezumu, iegremdējot perforatoru tukšajā veidnē dziļumā, kas ir lielāks par to, ko standarts teorētiski pieļauj. Otrkārt, palieliniet centra attālumu salīdzinājumā ar teorētiski aprēķināto.
Iestatot sānu attālumu, ņemiet vērā šādus faktorus:
- Nepieciešama vieta eļļošanai.
- Diferenciālā paplašināšanās starp pārnesumu komponentiem un korpusu.
- Kļūdas aprēķinos. Abu riteņu nepietiekamība, profila kļūdas, slīpums, zobu biezums, zobu leņķis un centra attālums. Jo mazāks ir sānu klīrenss, jo precīzāka būs zobratu apstrāde.
- Darbības apstākļi, piemēram, bieža braukšana atpakaļgaitā vai pārmērīga slodze.
Sānu klīrensa izmērs nedrīkst būt pārāk liels, lai tas atbilstu darba prasībām. Pārliecinieties, ka ir pietiekami, lai nodrošinātu, ka apstrādes izmaksas nepārsniedz nepieciešamo.
Tradicionāli puse no sānu klīrensa pielaides vērtības tiek iestatīta katra zobrata zoba biezumam pārī. Tomēr ir izņēmumi. Piemēram, zobratiem, kuriem ir mazs zobu skaits, tiek izmantotas visas piedziņas zobrata derīgās vērtības. Rezultātā nav zobrata zoba vājuma.
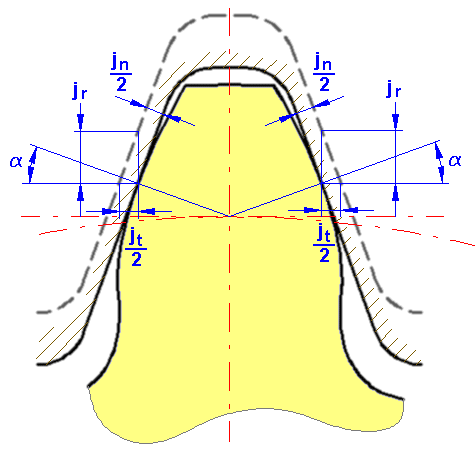
- Apļveida sānu klīrenss j t [mm/colla]
- Normāls sānu klīrenss j n [mm/in]
- Centrālās sānu klīrenss j r [mm/in]
- Leņķiskais sānu klīrenss j Θ [grad]
| Pārnesumu ieslēgšanas veidi | Attiecība starp apļveida virzienu j t un normālo virzienu j n | Attiecība starp apļveida virzienu j t un centrālo virzienu j r | Attiecība starp apkārtmēra virzienu j t un leņķisko sānu atstarpi j Θ |
|---|---|---|---|
| Spur zobrats | j n = j t cos α | ||
| Spirālveida zobrats | j nn = j tt cos α n cos β |
|
|
|

Sānu klīrenss spirālveida zobrata ieslēgšanai
Spirālveida zobratiem ir divu veidu sānu atstarpes, kas ir saistītas ar zobu attālumu. Ir šķērsgriezums zoba virsmas normālā virzienā “n” un šķērsgriezums virzienā, kas ir perpendikulārs “t” asij.

|
j nn |
Sānu klīrenss virzienā, kas ir perpendikulārs zoba virsmai |
|
jnt |
Sānu klīrenss aploces virzienā šķērsgriezumā, kas ir perpendikulārs zobam |
|
j tn |
Sānu klīrenss virzienā, kas ir perpendikulārs zoba virsmai šķērsgriezumā, kas ir perpendikulārs asij |
|
j tt |
Sānu klīrenss apļveida virzienā, kas ir perpendikulārs asij |
|
Zobam normālā plaknē: |
j nn = j nt cos α n |
