عادةً ما يتم تجميع محركات التروس واختبارها في مصنع التصنيع. يتم إرسال علب التروس ذات الطاقة المنخفضة والمتوسطة من الشركة المصنعة مختومة. يتم توفير علب التروس القوية، وكذلك التروس المفتوحة ذات التروس الكبيرة، مفككة للتثبيت.
جميع التروس الآلية مقسمة إلى 12 درجة من الدقة. غالبا ما تستخدم لمعدات صناعة الألبان التروس الأسطوانيةدرجة الدقة 6-11، المائل 6-11 والدودة 5-9 درجة الدقة (كلما انخفض رقم الدرجة، زادت دقة الترس، والتي تحددها معايير الدقة الحركية والتشغيل السلس وملامسة الأسنان).
عند تجميع التروس، من الضروري التحقق من الجريان الشعاعي والمحوري اطارات التروسوالمسافة من المركز إلى المركز والخلوص الجانبي ودرجة ملامسة الأسطح العاملة للأسنان.
يتم فحص الجريان الشعاعي والمحوري للتروس الأسطوانية على منشورات خاصة قبل التثبيت أو في المراكز بعد التثبيت على العمود. يتم التحكم في الجريان باستخدام مقياس سمك أو مؤشر (الشكل 7.8). للقيام بذلك، يتم وضع مقياس أسطواني يبلغ قطره 1.68/ش (حيث m هو الوحدة) بين أسنان العجلة، حيث يتم تثبيت ساق المؤشر ويتم تثبيت موضع سهمه. من خلال تحريك المقياس خلال 2-3 أسنان وتدوير العمود، يمكنك تحديد الفرق في قراءات المؤشر للترس بأكمله. هذا الاختلاف هو مقدار الجريان الشعاعي على طول الدائرة الأولية للترس. يتم فحص الجريان المحوري بمؤشر.
يتم التحكم في الخلوصات الجانبية في شبكات التروس الأسطوانية باستخدام مقياس أو مؤشر محسس (الشكل 7.9). للقيام بذلك، يتم ربط السائق بعمود أحد التروس، والذي تقع نهايته على ساق المؤشر المثبت على جسم الوحدة. يتم تثبيت العجلة الأخرى بلا حراك بمشبك. يتم تدوير السائق مع العمود والعجلة في اتجاه واحد ثم في الاتجاه الآخر (لا يمكن القيام بذلك إلا بمقدار الفجوة الجانبية). تتم إعادة حساب الفرق في قراءات المؤشر عند الموضع الأول والثاني للترس إلى قيمة الخلوص الجانبي باستخدام الصيغة
س = CR 1 لتر,
حيث cn هو مقدار الخلوص الجانبي، m؛ مع -الفرق في قراءات المؤشر في الموضعين الأول والثاني لعجلة التروس، م؛ ر - نصف قطر الدائرة الأولية، م؛ ل - طول المقود، م.
في الشروط الفنيةإصلاح أصغر فجوة جانبية.
|
|

عند تجميع التروس ذات العجلات التي يزيد معامل معاملها عن 6 مم، يتم فحص هذه الفجوات عن طريق التدحرج بين الأسنان
ثلاث أو أربع قطع من سلك الرصاص مثبتة على طول السن.
انطباعات الأسلاك عبارة عن شرائح ذات سماكة متغيرة. يتوافق السُمك الأصغر c مع جزء الفجوة الجانبية على الجانب العامل من السن، ويتوافق السُمك الأكبر c2 مع الجانب غير العامل. مجموع هذه الكميات هو الخلوص الجانبي، أي cn = c + c2.
قم بإنهاء فحص التروس من خلال فحص مطبوعات الطلاء عند نقاط الاتصال. للقيام بذلك، يتم تغطية أسنان معدات القيادة بطبقة رقيقة من السخام أو اللون الأزرق، المخفف في زيت التجفيف، ويتم تشغيل مجموعة التروس عدة مرات.
تظهر علامات اللمس (البصمات) على أسنان عجلة القيادة، والتي يتم من خلالها الحكم على جودة التعشيق. إذا كانت الطبعات في الجزء العلوي من السن، فإن المسافة من المركز إلى المركز أكبر من المعتاد. عند عمل طبعة على الجزء السفلي من السن، يتم تقريب العجلات من بعضها البعض أكثر من اللازم. في الترس المُجمَّع بشكل صحيح، توجد المطبوعات في الجزء الأوسط من السطح الجانبي للأسنان من حيث الارتفاع والطول.
إذا لم يكن هناك اتصال كاف بين أسطح الأسنان، يتم الانتهاء أثناء التثبيت عن طريق الكشط والطحن بالمساحيق والمعاجين الكاشطة والطحن بالزيت تحت الحمل. يمنع منعا باتا استخدام الملفات.
يتم تجميع التروس المخروطية بشكل أساسي أثناء الإصلاحات. في هذه الحالة، يجب أن تتطابق رؤوس المخاريط الأولية، ويجب أن تكون المحاور متعامدة بشكل متبادل. يجب ألا تتجاوز الانحرافات في المشاركة حدود التسامح. يتم التحقق من موضع محاور التروس المخروطية باستخدام سلاسل ذات خطوط رأسية ومساطر وأدوات عالمية أخرى.يتم التحقق من تركيب العجلات المخروطية من خلال مصادفة عجلات تشكيلها في مستوى محاور العجلة.الانحراف المسموح به هو 0.1-0.5 ملم، عند فحص الطلاء يتم اكتشافه الانحرافات التاليةمن القاعدة: خلوص غير كافٍ - العجلات قريبة جدًا من بعضها البعض (الشكل 7.10، د)؛ الزاوية بين المحاور أصغر (الشكل 7.10، الخامس)أو أكثر من المحسوبة (الشكل 7.10، 6). إذا كانت هناك آثار طلاء على أسنان العجلات الدافعة أو المدفوعة بكثافة على جانب واحد من السن عند الطرف الضيق، وعلى الجانب الآخر عند الطرف العريض، فهذا يشير إلى أن محاور العجلات المسننة غير محاذية. وفي جميع الحالات، يتم تصحيح الانحرافات عن القاعدة عن طريق عمليات السباكة الإضافية. تظهر في الشكل 1 المطبوعات النموذجية عند تعشيق العجلات المخروطية بشكل صحيح. 7.10، أ.
أرز. 7.10. مراقبة جودة مشاركة التروس المخروطية:
أنا - لا يوجد تحميل (أثناء التجميع)؛ II - مع حمولة كاملة (قيد التشغيل)؛ أ - المشاركة الصحيحة. ب - الزاوية بين المحاور أكبر من الزاوية المحسوبة؛ ج - الزاوية بين المحاور أقل من الزاوية المحسوبة؛ ز - عدم كفاية التخليص
عند تجميع الترس الدودي، تحقق من المسافة من المركز إلى المركز للأعمدة الدودية والعجلة الدودية، والموضع الصحيح للأعمدة، والخلوص الجانبي في الشبكة وملاءمة أسطح عمل أسنان العجلة والدوران الدودي . يتم التحقق من تركيب زوج الدودة باستخدام قوالب وتحقيقات مصنوعة خصيصًا وخطوط راسيا ومسطرة مقياس ومستوى. يتم إنزال خطوط راسيا من العمود الدودي ويتم قياس المسافة من العمود إلى السطح الجانبي للعجلة. إذا كان التروس صحيحًا، فيجب أن تكون هذه المسافات هي نفسها. لا يمكن إجراء مثل هذا الفحص دائمًا، حيث يتم تثبيت الترس في علبة التروس. لذلك، أثناء التثبيت، تحقق من الاتصال بالطلاء (الشكل 7.11). يشير تحول اللمس إلى جانب أو آخر إلى عدم محاذاة المحاور. يشير اقتراب نقطة التلامس من حافة السن إلى زيادة المسافة بين المحاور، والعكس صحيح.
أرز. 7.11. مراقبة جودة مشاركة التروس الدودية
ل عملية عاديةفي الترس الدودي، يكون مقدار الخلوص الجانبي ذا أهمية كبيرة (الشكل 7.12)، والذي يعتمد على دقة وحجم الترس. في التروس المجمعة، يتم تحديد مقدار الخلوص من خلال دوران الدودة أثناء الحركة "الميتة"، أي مع الحركة الزاوية للدودة والعجلة الثابتة. إذا كانت هذه الفجوة غائبة، فإن الدودة تتكدس.
في التروس الدقيقة صغيرة الحجم، حيث يكون الخلوص الجانبي صغيرًا جدًا، يتم تحديد الدوران الحر للدودة بواسطة مؤشر. في الأطراف البارزة للدودة والعجلة، يتم تثبيت الرافعات التي تلمس المؤشرات، ويتم تثبيت موضع سهم المؤشر في الموضع الأولي.
تساهم عيوب التشابك في ظهور أصوات وضوضاء إضافية: يمكن أن يكون سبب طرق الأسنان ونقرها، أو اختفائها أحيانًا، أو تكثيفها أحيانًا، بسبب أخطاء في درجة الأسنان أو وجود فجوات كبيرة جدًا؛ يمكن أن يكون سبب أصوات الخشخشة وضوضاء الطحن، التي تستلزم اهتزاز مبيت ناقل الحركة، هو الخلوص الجانبي الصغير (التعشيق المحكم)، ووجود حواف حادة على رؤوس أسنان العجلة، وعدم محاذاة محاور العجلة؛ ضوضاء لهجة عالية، الذي يتحول إلى عواء حاد وطرق غير متساوٍ مستمر في الشبكة مع زيادة سرعة الدوران، يحدث عندما يكون شكل أسطح عمل الأسنان مشوهًا أو وجود عيوب محلية عليها؛ إن زيادة الضوضاء وإضعافها بشكل دوري، والتي تتكرر بشكل منهجي مع كل ثورة في العجلة، هي نتيجة للترتيب غريب الأطوار للأسنان بالنسبة لمحور الدوران أو التركيب غير المحكم.
يتم تحديد التشغيل الطبيعي للترس الدودي عن طريق اختباره في وضع الخمول وتحت الحمل. وفي الوقت نفسه، لا يتم فحص حجم وطبيعة نقاط الاتصال فحسب، بل يتم أيضًا فحص درجة حرارة تسخين الترس، والتي يجب ألا تتجاوز 80 درجة مئوية للتروس من الدرجة الثانية والثالثة من الدقة، و65 درجة مئوية للتروس ذات الدرجات الثانية والثالثة من الدقة. التروس من الدرجة الرابعة من الدقة. تشير الحرارة الزائدة إلى خلل في التجميع والتصنيع، أو عدم كفاية التشحيم أو الاختيار غير الصحيح لزيت التشحيم.
يتم تحديد الفجوة الجانبية j n بين مقاطع الأسنان الخاملة لعجلات التزاوج في قسم متعامد مع اتجاه الأسنان، في مستوى مماس للأسطوانات الرئيسية (الشكل 36). هذه الفجوة ضرورية للقضاء على التشويش عند تسخين الترس (تعويض درجة الحرارة)، لاستيعاب طبقة من مادة التشحيم، وكذلك للتعويض عن أخطاء التصنيع والتجميع. يؤدي الخلوص الجانبي إلى ظهور رد فعل عنيف عند عكس التروس، ويكون حجمه محدودًا لتقليل التأثيرات على ملفات تعريف الأسنان غير العاملة. إن ناقل الحركة النظري ثنائي الشكل وخالي من ردود الفعل العكسية (j n = 0). يجب أن يكون لناقل الحركة الفعلي خلوص جانبي.
الحد الأدنى لقيمة الخلوص الجانبي j n min يحدد نوع تزاوج الأسنان. توفر المعايير ستة أنواع من التزاوج: A (مع فجوة مضمونة متزايدة j n min لمدة 3-12 درجة من الدقة)، B (مع فجوة مضمونة عادية، 3-11)، C، D (مع فجوة مضمونة j n min مخفضة، 3-9، 3-8)، E (مع صغير j n min، 3-7)، N (صفر j n min، 3-7).
تم تحديد ثمانية أنواع من التفاوتات Tj n للخلوص الجانبي (في هذه الحالة Tj n =
j n min - j n max): h، d، c، b، a، z، y، x. يتم ترتيب التفاوتات بترتيب تصاعدي. تتوافق أنواع الاقتران H و E مع نوع التسامح h، وأنواع الاقتران D، C، B، A تتوافق مع d، c، b، a، على التوالي. يُسمح، لأسباب تكنولوجية أو لأسباب أخرى، بتغيير توافق أنواع التزاوج وتفاوتات الخلوص الجانبي، وذلك أيضًا باستخدام أنواع التسامح z، y، x (انظر الشكل 36).
تم تحديد ستة فئات من انحرافات المسافات بين المحاور، وتم تحديدها بترتيب تنازلي من حيث الدقة بالأرقام الرومانية من 1 إلى Y1. يتم ضمان الخلوص الجانبي المضمون وفقًا للامتثال لفئات انحرافات المسافة بين المحاور المحددة لهذا النوع من التزاوج (فئات H، E – II، D، C، B، A – III، IY، Y، YI).
يجب أن يأخذ الحد الأدنى للخلوص الجانبي j n min في الاعتبار تعويض درجة الحرارة jnt وطبقة التشحيم سم:
j n min = j nt + انظر (3.156)
الشكل 36 - الخلوص الجانبي في ناقل الحركة
يمكن حساب تعويض درجة الحرارة المطلوبة من خلال معرفة درجة حرارة العجلة t ومبيت العجلة t ومراعاة أن الخلوص الجانبي j n يقاس عند الزاوية الجانبية :
t = a w [ العد (t count – 20 0) - cor (t corr – 20 0)],
حيث w هي المسافة بين المحاور، I هي معاملات التمدد الخطي ( العدد - العجلات، القلب - الجسم).
مع الأخذ في الاعتبار أن سمك مادة التشحيم يجب أن يكون من 0.01 إلى 0.03 وحدة، نحصل على أن الحد الأدنى (المضمون) من الخلوص الجانبي j n min يجب أن يكون مساويًا لـ
j n min = (0.01 0.03) m + a w [(( العد (t العد –20 0) - الخط (t الخط – 20 0) 2sin (3.157)
تضمن أدوات التوصيل من النوع B خلوصًا جانبيًا، مما يمنع تشويش أسنان التروس من التسخين عندما يكون فرق درجة الحرارة بين العجلات والمبيت 25 درجة مئوية (انظر الشكل 36).
وكما يلي مما سبق فإن نوع تزاوج الأسنان يتم تحديده بالحساب أو التجربة بغض النظر عن درجة الدقة. تؤثر الأخطاء المسموح بها في تصنيع أو تركيب الترس، اعتمادًا على درجة الدقة، على الحد الأقصى لقيمة الخلوص الجانبي.
هناك ثلاث طرق لضمان الخلوص الجانبي: ضبط المسافة بين محاور التروس، باستخدام أداة خاصة ذات أسنان أكثر سمكًا في التصنيع، وطريقة تغيير الكفاف الأصلي لرف أداة قطع التروس شعاعيًا.
الطريقة الأولى غير مستخدمة عمليا، لأن يؤدي تحريك أعمدة العمل للحصول على الخلوص الجانبي إلى انخفاض في الجزء النشط من الملف الشخصي ومعامل التداخل؛ هذه الطريقة غير ممكنة مع وجود عدة أزواج من أسنان التزاوج على عمودين متوازيين، حيث أن الخلوص الجانبي المعدل لزوج واحد من التروس يعطي قيمًا غير مقبولة لأزواج التروس المتبقية.
الطريقة الثانية للحصول على أسنان تروس "رفيعة" عن طريق زيادة سماكة أسنان القطع للأداة (المطاحن، الرفوف، إلخ) تؤدي إلى زيادة النطاق وارتفاع سعر الأداة.
أصبحت الطريقة الثالثة منتشرة على نطاق واسع، لأنها تستخدم أداة قياسية وتسمح بأي خلوص جانبي بسبب الإزاحة الإضافية لأداة قطع التروس في "جسم" قطعة العمل. يتم إنشاء أصغر فجوة جانبية عن طريق تقليل سمك السن على طول الوتر الثابت E باستخدام طريقة الإزاحة الشعاعية للكفاف الأصلي بمقدار E N. يحدث انخفاض إضافي في سمك السن على طول الوتر بواسطة قيمة التسامح T c بسبب إلى التسامح مع إزاحة الكفاف الأصلي T N، مما يؤدي إلى زيادة مقابلة في الخلوص الجانبي. تظهر التبعيات التي تميز التغير في الخلوص الجانبي من إزاحة الكفاف الأصلي وترقق الأسنان في الشكل 36:
j n min = 2 E N sin; (3.158)
E C = 2E H tg. (3.159)
وبالتالي، يتم تحديد الخلوص الجانبي من خلال إزاحة الكفاف الأصلي E H، المسافة المركزية أ(تم ضبط الانحرافات f a) أو سمك السن على دائرة الملعب أو وتر السن الثابت 
في حالة وجود الجريان الشعاعي F r، لا تظل سماكة الأسنان ثابتة، ولكنها تتغير مع الاقتراب والابتعاد عن عجلة القيادة، وبالتالي T H F r:
ث ح = 1.1 ف ص + 20. (3.160)
يتكون الخلوص الجانبي من الخلوص الجانبي المضمون j n min والخلوص الجانبي j n 1 للتعويض عن أخطاء التصنيع والتركيب (1 و 2 - العجلة والتروس):
j n min + j n1 = (E H 1 + E H 2)2 sin. (3.161)
بافتراض أن إزاحة العجلة والترس متماثلة تقريبًا
E N 1 E N 2 E N نحصل على ( = 20 0):
يأخذ الخلوص الجانبي j n 1 في الاعتبار انحرافات المسافة بين المحاور fa، وخطوة الارتباط f p في عجلتين، وانحراف الاتجاه F لعجلتين، والانحراف عن التوازي f x واختلال المحاور f y، j n 1 يساوي الجمع التربيعي:
أكبر فجوة جانبية هي الرابط الختامي لسلسلة أبعاد التجميع، والتي ستكون الروابط المكونة لها عبارة عن انحرافات للمسافة المركزية وإزاحات الخطوط الأصلية:
j n max = j n min + (T H 1 + T H 2 + 2f a) 2sin. (3.164)
مع الأخذ في الاعتبار احتياجات الإنتاج، يتم استخدام المؤشرات التالية لوصف الخلوص الجانبي:
أصغر إزاحة للكفاف الأصلي E ن (التسامح ت ن );
أصغر انحراف في سمك السن E مع (التسامح ت مع = 0.73 ت ن );
أصغر انحراف لمتوسط الطول عادي مشتركه وم (التسامح ت وم );
أصغر انحراف لطول الطبيعي المشترك E ث (التسامح ت ث );
الحد الأقصى للانحرافات في مسافة مركز القياس ه أ`` (+ ه أ `` س و -E أ`` أنا ).
W الطبيعي هو المسافة بين الأسطح الجانبية المتقابلة لمجموعة (2، 3، الخ) من الأسنان.
قياس المسافة المركزية – مسافة التزاوج الخالي من ردود الفعل العكسية لأسنان العجلة التي يتم التحكم فيها وعجلة القياس؛ ه `` ق =  (تقلب مسافة القياس على سن واحد)؛ ه أ `` أنا = -T ن.
(تقلب مسافة القياس على سن واحد)؛ ه أ `` أنا = -T ن.
عند تطوير رسومات عجلات التروس، وأغطية علبة التروس، ومحركات الأقراص، وما إلى ذلك. يتم استخدام المؤشرات w (E w ، T w)، S c (E c ، T c)، f a (الشكل 36).
عند مراقبة التروس، يتم استخدام مجموعات من المؤشرات التي تم تحديدها بدرجات مختلفة من الدقة. مجمعات التحكم متساوية ولكنها غير متكافئة. أولها (لكل معيار يتكون من مؤشر معقد واحد، يعطي التقييم الأكثر اكتمالا لدقة العجلة). يميز كل خطأ لاحق جزءًا كبيرًا من الخطأ الرئيسي أو أجزائه الفردية.
يعتمد اختيار مجمع تحكم معين على الغرض ودقة التروس والتروس (مبدأ الانعكاس)، وأحجامها، وممارسات التحكم، والحجم وظروف الإنتاج، وما إلى ذلك. بالنسبة للمجمع المحدد، تتم الإشارة إلى التفاوتات والانحرافات اللازمة في رسم ترس بمخطط أولي غير قياسي ويتم التحكم في العجلة من جميع النواحي.
في رسومات التروس ذات الكفاف الأولي القياسي (الشكل 37)، لا يشير المصمم إلى مؤشرات المجمع؛ يتم تعيين هذه المؤشرات بواسطة خدمات التكنولوجيا.
يمكن أن يكون فحص العجلات المسننة مقبولاً ووقائيًا وتكنولوجيًا.
التحكم في القبول – التحكم في أداء المجمع.
وقائي – تصحيح العمليات التكنولوجية وتحديد أسباب العيوب.
للتحكم في الدقة الحركية، يتم استخدام أدوات لقياس الخطأ الحركي للعجلات، وقياس مسافة المركز، والخطأ المتراكم في الخطوات، والجريان الشعاعي، والتقلبات في طول الطبيعي المشترك، والخطأ المتداول.
عند مراقبة سلاسة التشغيل، يتم استخدام الأدوات لقياس الأخطاء الحركية والدورية المحلية، ودرجة التشابك، وخطأ الملف الشخصي، وانحرافات درجة الصوت الزاوية.
عند مراقبة اكتمال الاتصال، يتم استخدام الأدوات لقياس رقعة الاتصال الإجمالية، والميل المحوري، واتجاه السن، وخطأ الشكل، وموقع خط الاتصال.
عند مراقبة الخلوص الجانبي، يتم قياس إزاحة الكفاف الأصلي، وانحراف مسافة مركز القياس، وانحراف متوسط طول الطبيعي المشترك، وسمك السن (بما في ذلك مقاييس الفرجار) باستخدام الأدوات.

الشكل 37 - العتاد
للتخلص من التشويش المحتمل عند تسخين الترس، ولضمان ظروف تدفق مادة التشحيم والحد من رد الفعل العكسي عند عكس المرجع وتقسيم التروس الحقيقية، يجب أن يكون لها خلوص جانبي j n (بين الملامح غير العاملة لأسنان عجلات التزاوج). هذه الفجوة ضرورية أيضًا للتعويض عن الأخطاء في تصنيع وتركيب ناقل الحركة. يتم تحديد الخلوص الجانبي في مقطع متعامد مع اتجاه الأسنان، في مستوى مماس للأسطوانات الرئيسية (الشكل 8.2.13). الشكل 8.2.13 يتم توفير الخلوص الجانبي عن طريق إزاحة المحيط الأصلي للحامل (أداة قطع التروس) بشكل قطري من موضعه الاسمي في جسم العجلة. يوفر نظام تسامح التروس خلوصًا جانبيًا مضمونًا j nmin، وهو أصغر خلوص جانبي محدد، بغض النظر عن درجة دقة العجلات والتروس. يتم تحديده بالصيغة: حيث V هو سمك طبقة التشحيم بين الأسنان؛ ω - المسافة المركزية؛ α 1 و α 2 – معاملات درجة الحرارة للتمدد الخطي لمادة العجلات والجسم؛ Δt° 1 و Δt° 2 - انحراف درجة حرارة العجلة والجسم عن 20 درجة مئوية؛ α هي الزاوية الجانبية للكفاف الأصلي. يتراوح سمك طبقة التشحيم تقريبًا من 0.01 متر (للتروس الحركية منخفضة السرعة) إلى 0.03 متر (للتروس عالية السرعة). لتلبية متطلبات الصناعات المختلفة، بغض النظر عن درجة الدقة في تصنيع العجلات المسننة، يتم توفير ستة أنواع من الواجهات التي تحدد قيم مختلفة لـ j nmin: A، B، C، D، E، H (الشكل 8.2.14).  الشكل 8.2.14 تم تحديد ستة فئات من انحرافات المسافة من مركز إلى مركز، وتم تحديدها بترتيب تنازلي من حيث الدقة بالأرقام الرومانية من I إلى VI. يتم ضمان الخلوص الجانبي المضمون في كل تزاوج وفقًا للفئات المحددة من انحرافات المسافة بين المحاور (للتزاوج H وE - الفئة II، للتزاوج D وC وB وA - الفئات III وIV وV وVI، على التوالي) ). يمكن تغيير المراسلات بين أنواع الاصحاب والفئات المحددة. الخلوص الجانبي له تسامح Tjn، يتحدد بالفرق بين أكبر وأصغر الخلوص. ومع زيادة الخلوص الجانبي، يزداد التسامح T jn. تم تحديد ثمانية أنواع من التسامح T jn للتخليص الجانبي: x، y، z، a، b، c، d، h. أنواع الاصحاب H و E تتوافق مع نوع التسامح h، وأنواع الاصحاب D و C و B و A تتوافق مع أنواع التسامح d و c و b و a على التوالي. يمكن تغيير المراسلات بين أنواع الزملاء وأنواع التسامح T jn باستخدام أنواع التسامح z وy وx. يتم تعريف نفاد الترس الحلقي على أنه الفرق بين قراءات المؤشر الأعلى والأدنى عندما يكون الطرف موجودًا في جميع تجاويف العجلة التي يتم التحكم فيها.
الشكل 8.2.14 تم تحديد ستة فئات من انحرافات المسافة من مركز إلى مركز، وتم تحديدها بترتيب تنازلي من حيث الدقة بالأرقام الرومانية من I إلى VI. يتم ضمان الخلوص الجانبي المضمون في كل تزاوج وفقًا للفئات المحددة من انحرافات المسافة بين المحاور (للتزاوج H وE - الفئة II، للتزاوج D وC وB وA - الفئات III وIV وV وVI، على التوالي) ). يمكن تغيير المراسلات بين أنواع الاصحاب والفئات المحددة. الخلوص الجانبي له تسامح Tjn، يتحدد بالفرق بين أكبر وأصغر الخلوص. ومع زيادة الخلوص الجانبي، يزداد التسامح T jn. تم تحديد ثمانية أنواع من التسامح T jn للتخليص الجانبي: x، y، z، a، b، c، d، h. أنواع الاصحاب H و E تتوافق مع نوع التسامح h، وأنواع الاصحاب D و C و B و A تتوافق مع أنواع التسامح d و c و b و a على التوالي. يمكن تغيير المراسلات بين أنواع الزملاء وأنواع التسامح T jn باستخدام أنواع التسامح z وy وx. يتم تعريف نفاد الترس الحلقي على أنه الفرق بين قراءات المؤشر الأعلى والأدنى عندما يكون الطرف موجودًا في جميع تجاويف العجلة التي يتم التحكم فيها.
المعلمات القياسية التي تميز ناقل الحركة هي:
وحدة الأسنان,
نسبة والعتاد،
مركز المسافة.
يتم تصنيف التروس الدودية على أنها تروس لولبية. إذا تم أخذ زوايا ميل الأسنان في ناقل الحركة اللولبي بحيث تحيط أسنان الترس حوله، فإن هذه الأسنان تتحول إلى لفات من الخيط، والترس إلى دودة، والترس من ترس حلزوني في دودة. تتمثل ميزة الترس الدودي على الترس الحلزوني في أن الاتصال الأولي للوصلات يحدث على طول الخط وليس عند نقطة ما. زاوية العبور مهاوييمكن أن تكون العجلة الدودية والدودية أي شيء، ولكنها عادة ما تكون 90 درجة.
معدات شطبة
إذا كانت الزاوية بين المحاور 90 درجة، فسيتم استدعاء الترس المخروطي متعامد. بشكل عام، في الإرسال غير المتعامد، تضاف الزاوية بمقدار 180° إلى الزاوية الواقعة بين متجهات السرعة الزاوية للوصلات 1 و 2, مُسَمًّى زاوية المركز Σ
33\34. تطبيع معلمات التفاعل الأبعاد في الاتصالات ذات المفاتيح
اتصالات ذات مفاتيح
الغرض من الوصلات ذات المفاتيح تم تصميم الوصلات ذات المفاتيح لإنتاج وصلات قابلة للفصل تنقل عزم الدوران. إنها تضمن دوران التروس والبكرات والأجزاء الأخرى المثبتة على أعمدة على طول النوبات الانتقالية، والتي قد تكون هناك فجوات فيها إلى جانب التداخل. أبعاد الاتصالات ذات المفاتيح موحدة. هناك اتصالات رئيسية مع المفاتيح المنشورية (GOST 23360)، والقطعة (GOST 24071)، والإسفين (GOST 24068)، والمفاتيح العرضية (GOST 24069). تُستخدم الوصلات ذات المفاتيح مع المفاتيح المنشورية في عمليات النقل منخفضة السرعة المحملة بخفة (سلاسل التغذية الحركية للأدوات الآلية)، وفي المنتجات كبيرة الحجم (معدات الحدادة، وحذافات محركات الاحتراق الداخلي، وأجهزة الطرد المركزي، وما إلى ذلك). تمتص المفاتيح الإسفينية والعرضية الأحمال المحورية أثناء الانعكاسات في المفاصل المحملة بشكل كبير. الأكثر استخدامًا هي المفاتيح المتوازية. تصميم وأبعاد المفاتيح المتوازية المفاتيح المتوازية لها ثلاثة تصاميم. يحدد نوع تصميم المفتاح شكل الأخدود الموجود على العمود. التنفيذ 1 للأخدود المغلق، للتوصيل العادي في ظل ظروف الإنتاج التسلسلي والضخم؛ الإصدار 2 للأخدود المفتوح مع مفاتيح التوجيه، عندما يتحرك الغلاف على طول العمود مع اتصال فضفاض؛ الإصدار 3 للأخدود شبه المفتوح مع المفاتيح المثبتة في نهاية العمود مع اتصال محكم للجلبة المضغوطة على العمود في أنواع الإنتاج الفردية والمتسلسلة. تعتمد أبعاد المفتاح على الحجم الاسمي لقطر العمود ويتم تحديدها وفقًا لـ GOST 23360. أمثلة على تسميات المفاتيح: 1. المفتاح 16 × 10 × 50 GOST 23360 (المفتاح المنشوري، الإصدار 1؛ b x h = 16 x 10، طول المفتاح ل = 50). 2. المفتاح 2 (3) 18 × 11 × 100 GOST 23360 (المفتاح المنشوري، الإصدار 2 (أو 3)، b x h = 18 x 11، طول المفتاح l = 100). تناسبات المفاتيح والتوصيات لاختيار هوامش التسامح البعد الرئيسي للملاءمة هو عرض المفتاح ب. وفقًا لهذا الحجم، يتزاوج المفتاح مع اثنين من الأخاديد: أخدود على العمود وأخدود في الجلبة. عادةً ما يتم توصيل المفاتيح بأخاديد الأعمدة بلا حراك وبأخاديد البطانات بفجوة. يعد التداخل ضروريًا لضمان عدم تحرك المفاتيح أثناء التشغيل، كما أن الخلوص ضروري للتعويض عن عدم الدقة في الأبعاد والموضع النسبي للأخاديد. يتم تصنيع المفاتيح، بغض النظر عن ملاءمتها، بالحجم b مع التسامح h9، مما يجعل إنتاجها المركزي ممكنًا. الأبعاد المتبقية أقل أهمية: ارتفاع المفتاح حسب h11، طول المفتاح حسب h14، طول أخدود المفتاح حسب h15. يتم وضع المفاتيح وفقًا لنظام العمود (Ch). يسمح المعيار بمجموعات مختلفة من مجالات التسامح للأخاديد الموجودة على العمود وفي الجلبة مع مجال التسامح بعرض المفتاح. يتم استخدام اتصال فضفاض لتوجيه المفاتيح الطويلة؛ غالبًا ما تستخدم المفاتيح العادية لتثبيت المفاتيح المثبتة في منتصف العمود ؛ اتصال محكم - للمفاتيح الموجودة في نهاية العمود. المتطلبات الأساسية لتصميم المقاطع العرضية للاتصال بمفتاح متوازي والأجزاء المشاركة فيها.يتم تحديد الحد الأقصى للانحرافات في الأبعاد وحقول التسامح المحددة وفقًا لجداول GOST 25347. عند عمل مقطع عرضي لمفتاح الاتصال، من الضروري الإشارة إلى الملاءمة، وبالنسبة للمفتاح - مجالات التسامح للأبعاد b وh للمفتاح المختلط وخشونة السطح. في رسومات المقاطع العرضية للعمود والجلبة، من الضروري الإشارة إلى خشونة السطح، ومجالات التسامح للأبعاد b وd وd في شكل مختلط، وكذلك تطبيع أبعاد عمق الأخاديد: على العمود t1 - الخيار المفضل أو (d - t1) مع انحراف سلبي وفي الجلبة (d + t2) - الخيار المفضل أو t2 مع انحراف إيجابي. في هذه الحالة وغيرها، يتم تحديد الانحرافات اعتمادًا على ارتفاع المفتاح h. بالإضافة إلى ذلك، في رسومات المقاطع العرضية للعمود والجلبة، من الضروري الحد من دقة الشكل والموضع النسبي للتفاوتات. يتم وضع متطلبات للانحرافات المسموح بها عن تماثل المفاتيح وتوازي مستوى تماثل الأخدود بالنسبة لمحور الجزء (القاعدة). إذا كان هناك مفتاح واحد في الاتصال، فإن تسامح التوازي يساوي 0.5IT9، وتسامح التماثل هو 2IT9، ومع وجود مفتاحين بشكل قطري، يكون 0.5IT9 من الحجم الاسمي b للمفتاح. قد تختلف تفاوتات التماثل في الحجم الكبير والإنتاج الضخم.
التروس الأسطوانية. يتم نقل الحركة بواسطة التروس المحفزة من العمود المرفقي العلوي إلى أعمدة الكامات في مضخات الوقود وإلى المنفاخ، ومن العمود المرفقي السفلي إلى مضخات الزيت والماء. بالإضافة إلى ذلك، تحتوي مضخة الزيت على زوجين من التروس المحفزة: أسنان مستقيمة وأسنان على شكل شيفرون.
يعتمد التشغيل العادي لناقل الحركة إلى حد كبير على الخلوص بين أسنان التروس. عند تحديد الأعطال في تشغيل مجموعة التروس، من الضروري أولاً التحقق من الفجوات بين أسنان التروس. يتم فحص هذه الفجوات باستخدام مؤشر يتم الضغط على ساقه على سطح العمل لأحد الأسنان. الفرق في قراءات المؤشر عند صخرة التروس سوف يتوافق مع الفجوة الفعلية بين الأسنان. بعد تفكيك محرك الأقراص، وكذلك عند استبدال التروس الفردية أو المحامل، من الضروري التحقق من تعشيق التروس وضبطه، إذا لزم الأمر، (الخلوص الجانبي بين الأسنان، وكذلك ملاءمة الأسنان وفقًا للطلاء مطبعة).
ضبط تعشيق التروس لمضخات الزيت والماء. الحشيات 1 (الشكل 166)، والتي يتم وضعها تحت شفة السكن 2، تنظم حجم الفجوات بين أسنان التروس 4 و 3 لمحرك مضخة الزيت. بالنسبة لمحركات الديزل التي تم إنتاجها منذ عام 1961، والتي تم فيها تركيب منظم السرعة على الجانب الأيسر، يتم ضبط تعشيق التروس الأسطوانية لمحرك مضخة الزيت باستخدام الحشوات /1 (انظر الشكل .120). بالنسبة للتروس الجديدة، يجب أن تكون الفجوات في حدود 0.24-0.4 ملم، وللمستعملة - لا تزيد عن 0.55 ملم. يُسمح بتدبيس نهايات أسنان التروس المقترنة بما يصل إلى 2 مم. لتسهيل ضبط الفجوات، يتم تصنيع الحشيات بسمك 0.2؛ 0.3 و 0.75 ملم.
عند التحقق من ملاءمة الأسنان، يجب أن تكون بصمة الطلاء على كل سن 50% على الأقل من طول السن و50% على الأقل من ارتفاع السن. بعد ضبط تعشيق الترس، قم بحفر فتحتين للدبابيس 14 في مبيت محرك الأقراص وفي الكتلة ونشرهما معًا.
يتم ضبط الفجوات بين أسنان التروس 4 و 5 لمحرك مضخة المياه في حدود 0.2-0.4 مم عن طريق تحريك الغلاف (اللوحة) الذي تم تركيب المضخة فيه بالنسبة لوحدة الديزل. يجب أن تكون نسبة ملامسة الأسنان للطلاء 40% على الأقل على طول ارتفاع السن و50% على الأقل على طولها.
يتم ضبط تروس محرك مضخة زيت مرشح الطرد المركزي بنفس الطريقة. بعد ضبط تعشيق تروس مضخات الماء والزيت، يجب ألا تتجاوز المسافة بين الترس 2 مم.
يتم ضبط الفجوات بين أسنان التروس في حدود 0.1-0.3 مم لأي زوج من التروس الجديدة ولا تزيد عن 0.55 مم للتروس العاملة. يجب ألا تتجاوز التقلبات في قيم الخلوص لزوج واحد من التروس 0.1 مم. يتم التحقق من جودة تعشيق التروس من خلال ملاءمة الأسنان. يجب أن تكون بصمة الطلاء 50% على الأقل على طول ارتفاع السن و60% على الأقل على طوله، على أن تكون البصمة في الجزء الأوسط من السن. يجب ألا تتجاوز خطوة جميع تروس القيادة 2 مم. إذا كان من الضروري تقليل تباعد التروس بين الأقواس 8 وكتلة الديزل، فقم بتركيب فواصل فولاذية.
ضبط تعشيق التروس لمحرك المنفاخ. عند تركيب منفاخ على محرك ديزل، أو استبدال تروس القيادة أو المنفاخ نفسه، فمن الضروري ضبط تعشيق تروس القيادة الخاصة به. عندما يتم ربطها بشكل صحيح، تكون الفجوات بين أسنان التروس في حدود 0.1-0.25 ملم للتروس الجديدة ولا تتجاوز 0.4 ملم للتروس المستعملة. يجب أن تكون منطقة التلامس للأسنان بناءً على بصمة الطلاء 50% على الأقل من ارتفاع السن و60% على الأقل من طول السن. لا تتجاوز مسافة التروس 2 مم.
يتم ضبط المشاركة عن طريق تحريك المنفاخ على المسامير التي تثبته على الكتلة. لا تتم هذه الحركة إلا بعد الاشتباك السلس! التروس 1 و 2 (الشكل 167) والفحص الأولي للمشاركة. يُسمح بحفر أو عمل ثقب في المنفاخ (لمرور الأزرار) إذا كانت الفتحات الموجودة لا تسمح بحركته. يتم فحص الخلوص الجانبي بين أسنان التروس على النحو التالي. قم بتدوير ترس التنسيق المدفوع 4 بعناية حتى تتوقف أسنان التروس 1 و 2 وفي هذا الوضع اضبط مقياس المؤشر على الصفر. ثم قم بتدوير الترس 4 في الاتجاه المعاكس أيضًا حتى تتوقف أسنان التروس 1 و 2. بناءً على قراءة المؤشر، يتم تحديد الحجم الفعلي للفجوة.
ضبط شبكة تروس تنسيق المنفاخ. يجب مراقبة تعشيق تروس توقيت المنفاخ عند استبدال التروس أو الدوارات أو المحامل. يتم اختيار تروس التنسيق وتشغيلها مع بعضها البعض أثناء عملية التصنيع. لذلك، يجب استبدال هذه التروس كمجموعة كاملة فقط.
يجب أن تستوفي شبكات تروس تنسيق المنفاخ المتطلبات التالية.
1. يجب أن يكون الخلوص الجانبي بين أسنان التروس الجديدة في حدود 0.05-0.2 ملم ويصل إلى 0.35 ملم في التروس القديمة. يُسمح بتقلب الخلوصات لزوج واحد من التروس حتى 0.1 مم.
2. يجب أن لا تقل نسبة ملامسة أسنان التروس للطلاء عن 60% على طول السن و 50% على الأقل على طول السن.
3. لا يسمح بالتناقض بين الأطراف الخارجية للتروس (بالأسنان) بما لا يزيد عن ± 1 مم.
ضبط تعشيق التروس لمضخة الزيت. عند استبدال تروس مضخة الزيت (المتزامنة أو المتعرجة)، من الضروري مراقبة تعشيق أسنانها.
يجب أن تكون الفجوة الإجمالية بين أسنان تروس شيفرون المضغوطة حتى أحد طرفي المضخة في حدود 0.10-0.15 ملم. يتم تحديد حجم الفجوة عن طريق اختيار التروس. في هذه الحالة، يجب تقوية الترس المتزامن 5 (انظر الشكل 43) بدبوس بحيث تكون الفجوة الجانبية على كل جانب من سن ترس شيفرون 0.05 مم على الأقل، ويتم اختيار الفجوة في التروس المتزامنة في اتجاه تخفيضها.
يجب أن يكون الخلوص الجانبي بين أسنان التروس المتزامنة في حدود 0.03-0.15 ملم للتروس الجديدة ولا يزيد عن 0.25 ملم للتروس المستعملة. يتم تحديد حجم الفجوة عن طريق اختيار التروس. يتم أيضًا فحص أسنان التروس المتزامنة من خلال علامات الطلاء، والتي يجب أن تكون على الأقل 65% بطول ارتفاع السن و70% على الأقل بطول السن.
الفجوات بين أسنان التروس لمضخة الزيت عالية الأداء غير قابلة للتعديل، ولكن يتم مراقبتها فقط. يتم ضمان جودة تعشيق التروس من خلال تصنيع المضخة والتروس. يجب ألا تتجاوز الفجوة الجانبية بين الأسنان 0.55 ملم.
التروس شطبة. يتم تثبيت التروس ذات الأسنان المخروطية على الترس العمودي، على محركات الأقراص إلى وحدة التحكم في السرعة ومقياس سرعة الدوران.
يجب التحقق من جودة الارتباط بين أسنان التروس أثناء كل عملية رفع لقاطرة الديزل، عند حدوث أي أعطال في ناقل الحركة، عند استبدال التروس أو المحامل أو الأجزاء الأخرى، وكذلك بعد تفكيك ناقل الحركة. لكل زوج من التروس، تحقق من ملاءمة الأسنان للطلاء وحجم الفجوات الجانبية بين الأسنان.
يتم فحص الفجوات الجانبية بين الأسنان باستخدام مؤشر، ويتم فحص جودة الملاءمة عن طريق الطلاء، كما هو الحال بالنسبة للتروس ذات الأسنان الأسطوانية.
ضبط مشاركة التروس العمودية. قبل التحقق، تحتاج إلى التأكد من تحديد الحلقة 16 بشكل صحيح (انظر الشكل 119)، والتي تحدد القيمة الأولية للخلوص الجانبي بين أسنان التروس. بالنسبة للتروس الجديدة، يجب أن تتطابق الفجوات الجانبية بين الأسنان مع الفجوة المحددة في المصنع والمحددة على نهاية أحد أسنان الترس الكبير. من الناحية العملية، يجب أن تكون الخلوصات في نطاق 0.3-0.55 مم (ما يصل إلى 0.7 مم لتروس التشغيل) مع توجيه العمود المرفقي المحدد نحو زيادة الخلوص وما لا يقل عن 0.2 مم (0.1 مم لتروس التشغيل) مع التشغيل المحدد- في اتجاه تقليص الفجوة. في هذه الحالة، يجب ألا يتجاوز تقلب الفجوات لزوج واحد من التروس 0.25 ملم.
للتحقق من ملاءمة الأسنان للطلاء، يتم طلاء أسنان الترس الصغير بطبقة رقيقة من التزجيج (الطلاء) ثم يتم تدوير الترس عدة دورات، أولاً في اتجاه واحد ثم في الاتجاه الآخر. في هذه الحالة، ينبغي اختيار العمود المرفقي الصاعد في اتجاه تقليل الخلوص.
يجب أن لا يقل طول طبعة الطلاء على الجانب المحدب لسن الترس الكبير عن 50 مم، وعلى الجانب المقعر 35 مم. يجب أن تكون المطبوعات موجودة في منطقة الملعب والمخروط وعلى طول الطول - أقرب إلى حد ما إلى الجزء العلوي من السن؛ يُسمح بوضع البصمة بالقرب من القاعدة، بشرط أن لا يقل طول البصمة عن 70 مم على الجانب المحدب و50 مم على الأقل على الجانب المقعر من السن. يمكن أن تكون الطباعة على شكل بقعة متصلة أو على شكل نقطتين منفصلتين بفجوة يصل طولها إلى 6 مم. يجب ألا تزيد بداية البصمة عن 5 مم من أعلى السن.
إذا كانت الطباعة غير مرضية، وكذلك إذا كان من الضروري تغيير الفجوة بين الأسنان، يتم ضبط تعشيق التروس من خلال حركتها المحورية بسبب الحشيات الموضوعة تحت حواف التروس الكبيرة وأغطية العمود الرأسي. تصنع الحشيات الموضوعة تحت شفة التروس الكبيرة على شكل حلقات نصفية بسمك 0.1 و 0.25 مم، والحشيات الموجودة أسفل مبيت العمود الرأسي مصنوعة على شكل ألواح بسمك 0.1؛ 0.25 و 1 ملم.
يؤدي ضبط تروس تروس القيادة إلى تنظيم السرعة. يجب أن تكون الفجوات بين أسنان التروس في حدود 0.1-0.2 ملم للتروس الجديدة ولا تزيد عن 0.4 ملم للتروس المستعملة. عند قياس قيم الفجوة، من الضروري تحديد المسارات المحتملة في كل زوج من التروس على النحو التالي: بالنسبة لأحد التروس، حدد المدى في اتجاه زيادة الفجوة، وللآخر - في اتجاه تقليلها. عند فحص تشابك التروس للتأكد من التصاقها بالطلاء، يجب أن تكون البصمة 50% على الأقل من طول السن. يتم ضمان الفجوة المطلوبة بين الأسنان وملاءمة الأسنان من خلال اختيار الحشوات. يُسمح بتدبيس نهايات أسنان التروس بما يصل إلى 2 مم.
أنواع الخلوصات الجانبية (المحددة لكل ترس في مجموعة التروس)
يجب أن يتم تصنيع التروس الفعلية بخلوصات محددة مسموح بها في الجوانب. يُعرِّف قيم صالحة، بناءً على ظروف عملك.
في التروس المحفزة والحلزونية، هناك طريقتان لتحديد خلوص الجناح المطلوب. أولاً، قم بتقليل سمك السن عن طريق غمر المثقاب في القالب الفارغ إلى عمق أكبر مما يسمح به المعيار نظريًا. ثانياً، قم بزيادة المسافة المركزية مقارنة بالمسافة المحسوبة نظرياً.
عند ضبط الخلوص الجانبي، ضع في اعتبارك العوامل التالية:
- المساحة المطلوبة للتشحيم.
- التوسع التفاضلي بين مكونات التروس والإسكان.
- أخطاء في الحسابات. قصور في كلا العجلتين، أخطاء في المظهر الجانبي، درجة الميل، سمك السن، زاوية السن والمسافة المركزية. كلما كانت المساحة الجانبية أصغر، كلما كانت معالجة التروس أكثر دقة.
- ظروف التشغيل مثل الرجوع للخلف بشكل متكرر أو الحمل الزائد.
يجب ألا يكون حجم الخلوص الجانبي كبيرًا جدًا بحيث لا يتوافق مع متطلبات الوظيفة. تأكد من أنها كافية للتأكد من أن تكاليف التصنيع لا تتجاوز ما هو ضروري.
تقليديًا، يتم تعيين نصف قيمة التسامح مع خلوص الجانب لسمك سن كل ترس في الزوج. ومع ذلك، هناك استثناءات. على سبيل المثال، تستخدم التروس التي تحتوي على عدد قليل من الأسنان جميع القيم الصحيحة للتروس المدفوعة. ونتيجة لذلك، لا يوجد إضعاف لأسنان التروس.
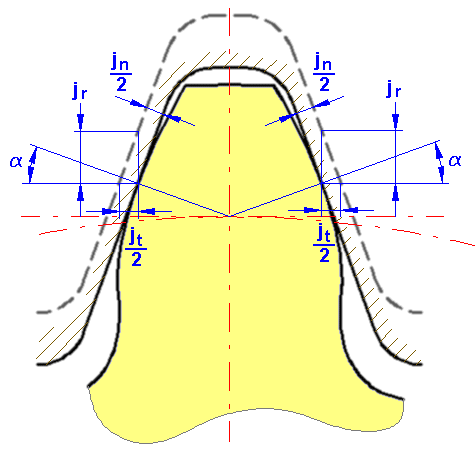
- الخلوص الجانبي الدائري j t [مم/بوصة]
- الخلوص الجانبي العادي j n [مم/بوصة]
- الخلوص الجانبي المركزي j r [مم/بوصة]
- الخلوص الجانبي الزاوي j Θ [خريج]
| أنواع مشاركة العتاد | العلاقة بين الاتجاه الدائري j t والاتجاه العمودي j n | العلاقة بين الاتجاه الدائري j t والاتجاه المركزي j r | العلاقة بين الاتجاه المحيطي j t والخلوص الجانبي الزاوي j Θ |
|---|---|---|---|
| حفز والعتاد | ي ن = ي ر كوس α | ||
| تروس حلزونية | ي ن = ي tt كوس α ن كوس β |
|
|
|

الخلوص الجانبي لاشتباك التروس الحلزونية
بالنسبة للتروس الحلزونية، هناك نوعان من الخلوصات الجانبية المتعلقة بتباعد الأسنان. يوجد مقطع عرضي في الاتجاه الطبيعي لسطح السن "n" ومقطع عرضي في الاتجاه العمودي على المحور "t".

|
ي ن |
الخلوص الجانبي في اتجاه عمودي على سطح السن |
|
jnt |
الخلوص الجانبي في الاتجاه المحيطي في مقطع عرضي متعامد مع السن |
|
ي تينيسي |
الخلوص الجانبي في اتجاه عمودي على سطح السن في مقطع عرضي عمودي على المحور |
|
ي ت |
الخلوص الجانبي في اتجاه دائري عمودي على المحور |
|
في المستوى الطبيعي للسن: |
ي ن = ي نت كوس α ن |
