A hajtóműveket általában a gyártóüzemben szerelik össze és tesztelik. A kis és közepes teljesítményű sebességváltókat a gyártó tömítetten szállítja. Az erős sebességváltókat, valamint a nagy fogaskerekes fogaskerekeket szétszerelve szállítjuk a beszereléshez.
Minden megmunkált fogaskerék 12 pontossági fokra van osztva. Leggyakrabban tejipari berendezésekhez használják hengeres fogaskerekek 6-11. pontossági fok, kúp 6-11. és csiga 5-9. pontosság (minél kisebb a fokozatszám, annál nagyobb a fogaskerék pontossága, amelyet a kinematikai pontosság, a zavartalan működés és a fogérintkezés szabványai határoznak meg).
A fogaskerekek összeszerelésekor ellenőrizni kell a radiális és axiális kifutást fogaskerekek, középpont-közép távolság, oldalsó hézag és a fogak munkafelületeinek érintkezési foka.
A hengeres fogaskerekek radiális és axiális kifutását speciális prizmákon ellenőrizzük beszerelés előtt, vagy a tengelyre szerelés után a középpontokban. A kifutás vezérlése vastagságmérővel vagy jelzővel történik (7.8. ábra). Ehhez a kerék fogai közé egy 1,68/u átmérőjű hengeres idomszert helyeznek el (ahol m a modul), amelyre a jelzőláb van felszerelve és a nyíl helyzete rögzítve van. A mérőműszer 2-3 foggal történő eltolásával és a tengely elfordításával határozza meg a jelzőfények különbségét a teljes sebességfokozatban. Ez a különbség a sugárirányú kifutás mértéke a fogaskerék kezdeti köre mentén. Az axiális kifutást jelzővel ellenőrzik.
A hengeres fogaskerekek összekapcsolásánál az oldalsó hézagokat hézagmérővel vagy jelzővel szabályozzák (7.9. ábra). Ehhez egy meghajtót rögzítenek az egyik fogaskerék tengelyére, amelynek vége az egység testére szerelt jelző lábának támaszkodik. A másik kerék mozdulatlanul van rögzítve bilinccsel. A meghajtót a tengellyel és a kerékkel együtt az egyik, majd a másik irányba fordítják (ezt csak az oldalrés mértéke teheti meg). A sebességváltó első és második állásában a jelzőfények közötti különbséget az oldalsó hézag értékére számítják újra a képlet segítségével
Sp = CR 1L,
ahol cn az oldaltávolság mértéke, m; VAL VEL - különbség a kijelző leolvasásaiban a fogaskerék első és második helyzetében, m; R - a kezdőkör sugara, m; L - póráz hossza, m.
BAN BEN műszaki feltételek rögzítse a legkisebb oldalrést.
|
|

6 mm-nél nagyobb modulusú fogaskerekek összeszerelésekor ezeket a hézagokat a fogak közötti gördítéssel ellenőrzik.
három vagy négy darab ólomhuzal a fog hosszában.
A huzallenyomatok változó vastagságú csíkok. A kisebb c vastagság a fog munkaoldalán lévő oldalrés részének, a nagyobb c2 vastagság pedig a nem munkaoldali részének felel meg. Ezen mennyiségek összege az oldalirányú hézag, azaz cn = c + c2.
Fejezze be a hajtómű ellenőrzését az érintkezési pontokon lévő festéklenyomatok ellenőrzésével. Ehhez a hajtómű fogait vékony korom vagy kék réteggel vonják be, amelyet szárító olajban hígítanak, és a hajtóművet többször megfordítják.
A hajtott kerék fogain érintési nyomok (lenyomatok) jelennek meg, amelyek alapján megítélhető a kapcsolódás minősége. Ha a lenyomatok a fog felső részén vannak, akkor a középpont-közép távolság nagyobb a normálnál. Amikor a fog alján lenyomatot készítünk, a kerekek a szükségesnél közelebb kerülnek egymáshoz. Helyesen összeállított fogaskeréknél a lenyomatok magasságban és hosszban a fogak oldalfelületének középső részén helyezkednek el.
Ha a fogfelületek között nem megfelelő az érintkezés, a szerelés során a simítást kaparással, csiszolóporokkal és pasztákkal való becsiszolással, valamint terhelés mellett olajjal történő becsiszolással végezzük. Fájlok használata szigorúan tilos.
A kúpkerekes fogaskerekeket főként javítások során szerelik össze. Ebben az esetben a kezdeti kúpok csúcsainak egybe kell esniük, és a tengelyeknek egymásra merőlegeseknek kell lenniük. Az elfoglaltság eltérései nem haladhatják meg a tűréshatárokat. A kúpfogaskerekek tengelyeinek helyzetét zsinórral, vonalzóval és egyéb univerzális szerszámokkal ellenőrzik A kúpkerekek felszerelését a kerék tengelyeinek síkjába eső alakító kerekek egybeesésével ellenőrzik A megengedett eltérés 0,1-0,5 mm. Festék ellenőrzésekor a rendszer észleli következő eltéréseket a normától: elégtelen hézag - a kerekek túl közel vannak egymáshoz (7.10. ábra, d); az interaxiális szög kisebb (7.10. ábra, V) vagy több a számítottnál (7.10., 6. ábra). Ha a hajtott vagy hajtott kerekek fogain festéknyomok találhatók sűrűn a fog egyik oldalán a keskeny végén, a másik oldalon a széles végén, az a fogaskerekek tengelyeinek eltolódását jelzi. A normától való eltéréseket minden esetben további vízvezeték-műveletekkel korrigálják. Az ábrán láthatók a tipikus nyomatok, amikor a ferde kerekek megfelelően vannak rögzítve. 7.10, A.
Rizs. 7.10. Kúpkerék-bekapcsolás minőségellenőrzése:
I - nincs terhelés (összeszerelés közben); II - teljes terheléssel (üzemben); a - helyes eljegyzés; b - az interaxiális szög nagyobb, mint a számított; c - a tengelyközi szög kisebb, mint a számított; g - elégtelen távolság
A csigakerék összeszerelésekor ellenőrizze a csigatengelyek és a csigakerék középponti távolságát, a tengelyek helyes helyzetét, az oldalirányú hézagot a hálóban, valamint a kerékfogak és a csigafordulatok munkafelületeinek illeszkedését . A féregpár telepítését speciálisan készített sablonok és szondák, függővezetékek, skálavonalzó és szintező segítségével ellenőrzik. A csővezetékeket leengedik a csigatengelyről, és megmérik a tengely és a kerék oldalfelülete közötti távolságot. Ha az áttétel megfelelő, ezeknek a távolságoknak azonosaknak kell lenniük. Az ilyen ellenőrzés nem mindig végezhető el, mivel a hajtómű a sebességváltó házába van beszerelve. Ezért a telepítés során ellenőrizze a festékkel való érintkezést (7.11. ábra). Az egyik vagy a másik oldalra történő érintéseltolás a tengelyek eltolódását jelzi. Az érintkezési pontnak a fog széléhez való közeledése megnövekedett interaxiális távolságot jelez, és fordítva.
Rizs. 7.11. Csigahajtómű-bekapcsolás minőség-ellenőrzése
Mert normál működés Csigahajtóműben nagy jelentősége van az oldalirányú hézag mértékének (7.12. ábra), amely a fogaskerék pontosságától és méretétől függ. Összeszerelt fogaskerekek esetén a hézag mértékét a csiga forgása határozza meg „halott” mozgás során, azaz a csiga és egy álló kerék szögeltolódása esetén. Ha ez a rés hiányzik, a féreg elakad.
Kisméretű precíziós fogaskerekekben, ahol az oldalirányú hézag nagyon kicsi, a csiga szabad forgását egy indikátor határozza meg. A csiga és a kerék kiálló végein karok vannak rögzítve, amelyek érintik a jelzőket, és a jelző nyíl helyzete a kezdeti helyzetben van rögzítve.
A hálóhibák hozzájárulnak a további hangok és zajok megjelenéséhez: a fogak kopogását, kattogását, néha eltűnését, néha felerősödését, okozhatja a fogosztás hibája vagy túl nagy rés; a sebességváltó házának vibrációjával járó csörömpölő hangokat és csikorgó hangokat okozhatják a kis oldalsó hézagok (szoros kapcsolódás), a kerékfogak fején lévő éles peremek és a keréktengelyek eltolódása; zaj magas tónusú, amely éles üvöltéssé és állandó egyenetlen kopogássá válik a hálóban a növekvő forgási sebesség mellett, akkor fordul elő, ha a fogak munkafelületeinek alakja eltorzul, vagy helyi hibák vannak rajtuk; az időszakosan növekvő és gyengülő zaj, amely szisztematikusan megismétlődik a kerék minden fordulatánál, a fogak forgástengelyéhez viszonyított excentrikus elrendezésének vagy laza illeszkedésének a következménye.
A csigahajtómű normál működését alapjáraton és terhelés alatti teszteléssel határozzuk meg. Ugyanakkor nemcsak az érintkezési pontok méretét és jellegét ellenőrzik, hanem a hajtómű fűtési hőmérsékletét is, amely a 2. és 3. pontossági fokozatú fogaskerekek esetében nem haladhatja meg a 80 °C-ot, a 65 °C-ot 4. pontosságú fogaskerekek. A túlzott hőség hibás összeszerelést és gyártási hibát, nem megfelelő kenést vagy nem megfelelő kenőolaj-választást jelez.
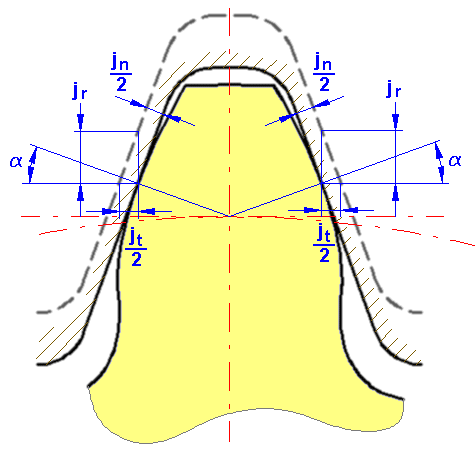
Az illeszkedő kerekek üresjárati fogprofiljai közötti j n oldalsó rést a fogak irányára merőleges szakaszban, a főhengereket érintő síkban határozzuk meg (36. ábra). Erre a résre azért van szükség, hogy kiküszöböljük az elakadást a hajtómű felmelegedésekor (hőmérséklet-kiegyenlítés), a kenőanyag réteg befogadásához, valamint a gyártási és összeszerelési hibák kompenzálásához. Az oldalirányú hézag tolatáskor holtjáték megjelenéséhez vezet, amelynek mértéke korlátozott, hogy csökkentse a nem működő fogprofilokra gyakorolt hatásokat. Az elméleti hajtómű kétprofilú és holtjátékmentes (j n = 0). A tényleges sebességváltónak oldalsó hézaggal kell rendelkeznie.
Az oldalirányú hézag j n min minimális értéke határozza meg a fogillesztés típusát. A szabványok hatféle párosítást írnak elő: A (nagyobb j n min garantált hézaggal, 3-12 fokos pontossággal), B (normál garantált hézaggal, 3-11), C, D (csökkentett j n perccel, 3-9, 3-8 ), E (kis j n min , 3-7), N (nulla j n min , 3-7).
Nyolcféle Tj n tűrést állapítottak meg az oldalsó hézaghoz (ebben az esetben Tj n =
j n min - j n max): h, d, c, b, a, z, y, x. A tűréshatárok növekvő sorrendben vannak elrendezve. A H és E konjugáció típusai a h tűréstípusnak, a D, C, B, A konjugáció típusai d, c, b, a, ill. Technológiai vagy egyéb okokból megengedett a párosítási típusok és az oldalirányú hézag tűrések megfelelőségének megváltoztatása, a z, y, x tűréstípusok használatával is (lásd 36. ábra).
Az interaxiális távolságok eltéréseinek hat osztályát határozták meg, amelyeket a pontosság szerint csökkenő sorrendben római számokkal jelöltek 1-től Y1-ig. A garantált oldalirányú hézag az ilyen típusú párosításra megállapított interaxiális távolság eltérési osztályainak betartása mellett biztosított (H, E – II osztály, D, C, B, A – III, IY, Y, YI osztály).
A j n min minimális oldalhézagnál figyelembe kell venni a j nt hőmérséklet-kompenzációt és a kenőanyag réteget cm:
j n min = j nt + lásd (3.156)
36. ábra – Oldalsó hézag a sebességváltóban
A szükséges hőmérséklet-kompenzáció kiszámítható a kerék t kerék és a hajtóműház t sáv hőmérsékletének ismeretében, és figyelembe véve, hogy a j n oldaltávolságot a profilszögnél mérjük:
t = a w [ count (t count – 20 0) - cor (t corr – 20 0)],
ahol w a tengelyek közötti távolság, I a lineáris tágulási együtthatók ( szám - kerekek, mag - test).
Figyelembe véve, hogy a kenőanyag vastagsága 0,01-0,03 modul kell legyen, azt kapjuk, hogy a minimális (garantált) oldalirányú hézag j n min egyenlő legyen
j n min = (0,01 0,03) m + a w [(( szám (t szám –20 0) - sáv (t sáv – 20 0) 2sin (3,157)
A B típusú tengelykapcsoló oldalirányú hézagot garantál, amely megakadályozza a fogaskerekek fogainak beszorulását a felmelegedéstől, amikor a kerekek és a ház közötti hőmérsékletkülönbség 25 0 C (lásd 36. ábra).
A fentiekből következően a fogpárosítás típusát számítással vagy kísérlettel határozzuk meg, függetlenül a pontosság mértékétől. A fogaskerék gyártása vagy felszerelése során a pontosság mértékétől függően megengedhető hibák befolyásolják az oldalsó hézag maximális értékét.
Három módszer létezik az oldalirányú hézag biztosítására: a fogaskerék tengelyei közötti távolság beállítása, vastagabb fogazatú speciális szerszám használata a gyártás során, valamint a fogaskerék-vágószerszám-állvány eredeti kontúrjának radiális eltolásának módja.
Az első módszert gyakorlatilag nem használják, mert a munkatengelyek mozgatása az oldalirányú hézag elérése érdekében a profil aktív részének és az átfedési együttható csökkenéséhez vezet; Ez a módszer nem lehetséges, ha több pár fogaspár ül két párhuzamos tengelyen, mivel egy pár fogaskerék beállított oldalhézaga elfogadhatatlan értékeket ad a többi fogaskerékpár számára.
A második módszer a „vékony” fogaskerékfogak megszerzésére a szerszám vágófogainak vastagságának növelésével (marók, fogaslécek stb.) A szerszám hatótávolságának növekedéséhez és drágulásához vezet.
A harmadik módszer túlnyomórészt elterjedt, mivel szabványos szerszámot használ, és lehetővé teszi az oldalirányú hézagokat a fogaskerék-vágószerszámnak a munkadarab „testébe” történő további elmozdulása miatt. A legkisebb oldalsó rés úgy jön létre, hogy a fogvastagságot egy állandó E húr mentén csökkentjük az eredeti kontúr sugárirányú elmozdulásának módszerével E N értékkel. A fogvastagság a húr mentén a T c tűrésértékkel további csökkenést eredményez. az eredeti T N kontúr elmozdulásának tűréséhez, ami ennek megfelelően növeli az oldalsó hézagot. Az oldalirányú hézagnak az eredeti kontúr elmozdulásából és a fogak elvékonyodásából eredő változását jellemző függőségek a 36. ábrán láthatók:
j n min = 2 E N sin; (3,158)
E C = 2E H tg. (3,159)
Így az oldalirányú hézagot az eredeti E H kontúr elmozdulása, a középtávolság határozza meg A(f a eltérések vannak beállítva), fogvastagság a osztáskörön vagy a fog állandó húrja 
F r sugárirányú kifutás esetén a fogvastagságok nem maradnak állandóak, hanem a hajtókerékhez közeledve és attól távolodva változnak, ezért T H F r:
T H = 1,1 F r + 20. (3,160)
Az oldalhézag a j n min garantált oldalhézagból és a j n 1 oldalhézagból áll a gyártási és szerelési hibák kompenzálására (1 és 2 – kerék és fogaskerekek):
j n min + j n1 = (E H 1 + E H 2)2 sin. (3,161)
Feltételezve, hogy a kerék és a fogaskerék eltolása megközelítőleg azonos
E N 1 E N 2 E N, kapjuk ( = 20 0):
A j n 1 oldalhézag figyelembe veszi a tengelyek közötti fa távolság eltéréseit, az f p kapcsolódási emelkedést két kerékben, a két kerék F irányának eltérését, az f x párhuzamosságtól való eltérést és az f y, j n 1 tengelyek eltolódását. egyenlő a másodfokú összegzéssel:
A legnagyobb oldalsó rés az összeszerelési méretlánc zárószeme, amelynek alkatrészei a középtávolság eltérései és az eredeti kontúrok elmozdulásai lesznek:
j n max = j n min + (T H 1 + T H 2 + 2f a) 2sin. (3,164)
Figyelembe véve a termelési igényeket, a következő mutatókat használják az oldalsó hézag jellemzésére:
az eredeti E kontúr legkisebb elmozdulása N (tűrés T N );
a fogvastagság legkisebb eltérése E VAL VEL (tűrés T VAL VEL = 0,73 T N );
az átlagos hossz legkisebb eltérése közös normális E wm (tűrés T wm );
az E közös normál hosszának legkisebb eltérése w (tűrés T w );
a mérési középpont távolságának maximális eltérései E a`` (+ E a `` s és -E a`` én ).
Normál W egy fogcsoport (2, 3 stb.) szemközti oldalfelületei közötti távolság.
Mérési középpont távolság – a vezérelt kerék és a mérőkerék fogai holtjátékmentes illeszkedésének távolsága; E a `` s =  (a mérési távolság ingadozása egy fogon); E a `` I = -T N.
(a mérési távolság ingadozása egy fogon); E a `` I = -T N.
A fogaskerekek, hajtóműházak, hajtások stb. rajzainak kidolgozásakor. w (E w , T w), S c (E c , T c), f a mutatókat használjuk (36. ábra).
A fogaskerekek felügyelete során jelzőkészleteket használnak, amelyek különböző pontossági fokokhoz vannak kialakítva. A kontroll komplexek egyenlőek, de nem egyenértékűek. Az első közülük (minden szabvány esetében, amelyet egy összetett mutató alkot, a legteljesebb értékelést adja a kerék pontosságáról). Minden további jellemző a fő hiba vagy annak egyes részeinek jelentős részét jellemzi.
Az egyik vagy másik vezérlőkomplexum kiválasztása a fogaskerekek és fogaskerekek rendeltetésétől és pontosságától (fordítási elv), méretüktől, szabályozási gyakorlatuktól, mennyiségüktől és gyártási körülményeiktől stb. függ. A kiválasztott komplexum esetében a szükséges tűrések és eltérések a nem szabványos kezdeti kontúrú fogaskerék rajza és a kerék minden tekintetben vezérelt.
A szabványos kezdeti kontúrú fogaskerekek rajzain (37. ábra) a tervező nem tünteti fel a komplexum mutatóit; ezeket a mutatókat a technológiai szolgálatok rendelik hozzá.
A fogaskerekek ellenőrzése lehet átvételi, megelőző és technológiai.
Átvétel ellenőrzése – a komplexum teljesítményének ellenőrzése.
Megelőző – technológiai folyamatok hibakeresése és a hibák okainak feltárása.
A kinematikai pontosság szabályozására műszerekkel mérik a kerekek kinematikai hibáját, a mérési középpont távolságát, a lépések halmozott hibáját, a sugárirányú kifutást, a közös normál hosszának ingadozásait és a gördülési hibát.
A működés simaságának figyelésekor műszerekkel mérik a lokális kinematikai és ciklikus hibákat, a hálózási emelkedést, a profilhibát és a szögemelkedési eltéréseket.
Az érintkezés teljességének felügyelete során műszerekkel mérik a teljes érintkezési foltot, a tengelyemelkedést, a fog irányát, az alakhibát és az érintkezési vonal helyét.
Az oldalhézag figyelésekor műszerekkel mérik az eredeti kontúr elmozdulását, a mérési középpont távolság eltérését, a közös normál átlagos hosszának eltérését, valamint a fog vastagságát (beleértve a tolómérőket is).

37. ábra – Fogaskerék
A hajtómű felmelegedésekor fellépő esetleges elakadások kiküszöbölésére, a kenőanyag áramlásának feltételeinek biztosítására és a holtjáték korlátozására a referencia irányváltáskor és a valódi fogaskerekek felosztása során, oldalirányú hézagot kell biztosítani j n (a fogak nem működő profiljai között). a páros kerekek). Ez a rés szükséges a sebességváltó gyártása és felszerelése során fellépő hibák kompenzálásához is. Az oldalsó hézag meghatározása a fogak irányára merőleges metszetben, a főhengereket érintő síkban történik (8.2.13. ábra). 8.2.13 ábra Az oldalirányú hézagot a fogasléc (fogaskerék vágószerszám) eredeti kontúrjának sugárirányban történő elmozdítása biztosítja a keréktestben lévő névleges helyzetéből. A fogaskerék-tűrés rendszer garantált oldalhézagot j nmin, amely a legkisebb előírt oldalhézag, független a kerekek és a fogaskerekek pontosságának mértékétől. A képlet határozza meg: ahol V a fogak közötti kenőanyag réteg vastagsága; a ω - középtávolság; α 1 és α 2 – a kerekek és a karosszéria anyagának lineáris tágulási hőmérsékleti együtthatói; Δt° 1 és Δt° 2 – a kerék és a test hőmérsékletének eltérése 20°C-tól; α az eredeti kontúr profilszöge. A kenőanyag réteg vastagsága hozzávetőlegesen 0,01 m (kis fordulatszámú kinematikus fogaskerekek esetén) és 0,03 m (nagy sebességű fogaskerekek) között van. A különféle iparágak követelményeinek kielégítése érdekében, függetlenül a fogaskerekek gyártásának pontosságától, hatféle interfész található, amelyek a j nmin különböző értékeit határozzák meg: A, B, C, D, E, H (ábra 8.2.14).  8.2.14. ábra A középpontok közötti távolság eltéréseinek hat osztályát állítottuk fel, amelyeket római számokkal I-től VI-ig jelölünk a pontosság szerint csökkenő sorrendben. A garantált oldalirányú hézag minden párosításnál az interaxiális távolság előírt eltérési osztályaitól függően biztosított (H és E párosításoknál - II. osztály, D, C, B és A párosításoknál - III., IV., V. és VI. osztály ). A társtípusok és a megadott osztályok közötti megfelelés módosítható. Az oldalirányú hézag T jn tűréssel rendelkezik, amelyet a legnagyobb és a legkisebb hézag különbsége határoz meg. Az oldalhézag növekedésével a T jn tűrés növekszik. Nyolcféle T jn tűrést állapítottak meg az oldalirányú távolságra: x, y, z, a, b, c, d, h. A H és E társak típusai a h tűréstípusnak, a D, C, B és A társak típusai a d, c, b és a tűréstípusoknak felelnek meg. A társtípusok és a T jn tűréstípusok közötti megfelelés a z, y és x tűréstípusok használatával változtatható. A gyűrűs fogaskerék kifutását a legmagasabb és legalacsonyabb jelzőállás közötti különbségként határozzuk meg, ha a hegy a vezérelt kerék minden üregében található.
8.2.14. ábra A középpontok közötti távolság eltéréseinek hat osztályát állítottuk fel, amelyeket római számokkal I-től VI-ig jelölünk a pontosság szerint csökkenő sorrendben. A garantált oldalirányú hézag minden párosításnál az interaxiális távolság előírt eltérési osztályaitól függően biztosított (H és E párosításoknál - II. osztály, D, C, B és A párosításoknál - III., IV., V. és VI. osztály ). A társtípusok és a megadott osztályok közötti megfelelés módosítható. Az oldalirányú hézag T jn tűréssel rendelkezik, amelyet a legnagyobb és a legkisebb hézag különbsége határoz meg. Az oldalhézag növekedésével a T jn tűrés növekszik. Nyolcféle T jn tűrést állapítottak meg az oldalirányú távolságra: x, y, z, a, b, c, d, h. A H és E társak típusai a h tűréstípusnak, a D, C, B és A társak típusai a d, c, b és a tűréstípusoknak felelnek meg. A társtípusok és a T jn tűréstípusok közötti megfelelés a z, y és x tűréstípusok használatával változtatható. A gyűrűs fogaskerék kifutását a legmagasabb és legalacsonyabb jelzőállás közötti különbségként határozzuk meg, ha a hegy a vezérelt kerék minden üregében található.
A sebességváltót jellemző szabványos paraméterek a következők:
Fog modul,
Áttétel,
Középtávolság.
A csigakerekes fogaskerekek a fogaskerekes fogaskerekek közé tartoznak. Ha egy fogaskerekes hajtóműnél a fogak dőlésszögét úgy vesszük, hogy a fogaskerék fogai körülveszik azt, akkor ezek a fogak menetmenetekké, a fogaskerék csiga, a fogaskerekes fogaskerekű fogaskerekű fogaskerekekké alakulnak. egy féregbe. A csigahajtómű előnye a csavarkerekes fogaskerekes fogaskerekes fogaskerekes fogaskerekes fogaskerekekkel szemben, hogy a láncszemek kezdeti érintkezése egy vonal mentén történik, nem pedig egy ponton. Keresztezési szög tengelyek A féreg és a csigakerék bármi lehet, de általában 90°.
Kúpkerék
Ha a tengelyek közötti szög 90°, akkor a kúpfogaskereket nevezzük ortogonális. Általánosságban elmondható, hogy egy nem ortogonális átvitelnél a szög 180°-hoz hozzáadódik a linkek szögsebességvektorai közötti szöghez. 1 És 2, hívott középponti szög Σ
33\34. A dimenziós interakciós paraméterek normalizálása kulcsos kapcsolatokban
KULCSOS CSATLAKOZÁSOK
A kulcsos csatlakozások célja A kulcsos csatlakozásokat úgy tervezték, hogy leválasztható kapcsolatokat hozzanak létre, amelyek nyomatékot továbbítanak. Biztosítják a fogaskerekek, szíjtárcsák és egyéb tengelyekre szerelt alkatrészek forgását átmeneti illesztések mentén, amelyekben az interferenciával együtt hézagok is előfordulhatnak. A kulcsos csatlakozások méretei szabványosak. Vannak kulcscsatlakozások prizmatikus (GOST 23360), szegmens (GOST 24071), ék (GOST 24068) és érintő (GOST 24069) kulcsokkal. A prizmakulcsos kulcsos csatlakozásokat enyhén terhelt, kis sebességű hajtóművekben (szerszámgépek kinematikus előtolóláncai), nagyméretű termékekben (kovácsoló berendezések, belső égésű motorok lendkerekei, centrifugák stb.) alkalmazzák. Az ék- és tangenciális kulcsok a tengelyirányú terheléseket veszik fel az erősen megterhelt kötésekben történő megfordításkor. A legszélesebb körben használt párhuzamos billentyűk. Párhuzamos kulcsok kialakítása és méretei A párhuzamos kulcsok háromféle kialakításúak. A kulcs kialakításának típusa határozza meg a tengelyen lévő horony alakját. 1. kivitel zárt horonyhoz, normál csatlakozáshoz sorozat- és tömeggyártási körülmények között; 2-es verzió nyitott horonyhoz vezetőkulcsokkal, amikor a hüvely laza csatlakozással mozog a tengely mentén; 3-as verzió, félig nyitott horonyhoz, a tengely végére szerelt retesszel, a préselt karmantyúnak a tengelyre való szoros csatlakozásával, egy- és sorozatgyártású típusoknál. A kulcs méretei a tengelyátmérő névleges méretétől függenek, és a GOST 23360 szerint vannak meghatározva. Példák a kulcsok megnevezésére: 1. Kulcs 16 x 10 x 50 GOST 23360 (prizmás kulcs, 1-es verzió; b x h = 16 x 10, kulcshossz l = 50). 2. 2. kulcs (3) 18 x 11 x 100 GOST 23360 (prizmás kulcs, 2. (vagy 3.) verzió, b x h = 18 x 11, kulcshossz l = 100). Kulcsillesztések és ajánlások a tűréshatárok kiválasztásához A fő illesztési méret a kulcs szélessége b. Ennek a méretnek megfelelően a kulcs két horonnyal párosul: egy horony a tengelyen és egy horony a perselyben. A kulcsok általában mozdulatlanul csatlakoznak a tengelyek hornyaihoz, a perselyek hornyaihoz pedig réssel. Az interferencia szükséges annak biztosításához, hogy a billentyűk ne mozduljanak el működés közben, a hézag pedig azért szükséges, hogy kompenzálja a méretekben és a hornyok egymáshoz viszonyított helyzetében jelentkező pontatlanságokat. A kulcsok illeszkedéstől függetlenül b méretre készülnek, h9 tűréssel, ami lehetővé teszi a központosított gyártást. A többi méret kevésbé fontos: a kulcs magassága a h11 szerint, a kulcs hossza a h14 szerint, a horony hossza a kulcshoz a H15 szerint. A kulcsok a tengelyrendszer szerint (Ch) helyezkednek el. A szabvány lehetővé teszi a tűrésmezők különféle kombinációit a tengelyen és a perselyben lévő hornyokhoz, kulcsszélesség-tűrési mezővel. A hosszú kulcsok vezetésére laza csatlakozást használnak; a normál kulcsokat leggyakrabban a tengely közepére szerelt kulcsok rögzítésére használják; szoros csatlakozás - a tengely végén lévő kulcsokhoz. Párhuzamos kulcsos csatlakozás keresztmetszeteinek tervezésének alapkövetelményei és a benne szereplő részek A méretek maximális eltérését és a kiválasztott tűrésmezőket a GOST 25347 táblázatai alapján határozzuk meg Kulcsos keresztmetszet készítésekor kapcsolat esetén meg kell adni az illesztéseket, a kulcsnál pedig a tűrési mezőket a kevert kulcs b és h méretéhez és a felületi érdességhez. A tengely és a persely keresztmetszeti rajzain fel kell tüntetni a felületi érdességeket, a b, d és D méretekre vonatkozó tűrésmezőket vegyes formában, valamint normalizálni kell a hornyok mélységének méreteit: t1 tengely - a preferált opció vagy (d - t1) negatív eltéréssel és a perselyben (d + t2) - a preferált opció vagy t2 pozitív eltéréssel. Ebben és más esetekben az eltérések kiválasztása a kulcs h magasságától függően történik. Ezenkívül a tengely és a persely keresztmetszeti rajzain az alak és a relatív helyzet pontosságát a tűrésekre kell korlátozni. A hornyok szimmetriájától és a horony szimmetriasíkjának az alkatrész (alap) tengelyéhez viszonyított párhuzamosságától való megengedett eltérésekre vonatkozó követelmények vonatkoznak. Ha egy kulcs van a kapcsolatban, akkor a párhuzamossági tűrés 0,5IT9, a szimmetria tűrése 2IT9, és két átmérőjű kulcs esetén 0,5 IT9 a kulcs névleges b méretétől. A szimmetria tűrése nagy mennyiségben és tömeggyártásban változhat.
Hengeres fogaskerekek. A homlokkerekes átvitel a felső főtengelyről az üzemanyag-szivattyúk vezérműtengelyeire és a ventilátorra, az alsó főtengelyről az olaj- és vízszivattyúkra történik. Ezen kívül az olajszivattyú két pár homlokkerekes fogaskerekes fogaskerekes fogaskerekes fogaskerekes fogaskerekes fogaskerekes fogaskerekeket tartalmaz.
A hajtómű normál működése nagymértékben függ a fogaskerekek fogai közötti hézagtól. A hajtómű működésében fellépő hibák azonosításakor először ellenőrizni kell a fogaskerekek közötti réseket. Ezeket a hézagokat egy indikátorral ellenőrzik, amelynek lábát az egyik fog munkafelületéhez nyomják. A fogaskerekek ingadozása esetén az indikátorok leolvasásának különbsége megfelel a fogak közötti tényleges hézagnak. A hajtás szétszerelése után, valamint az egyes fogaskerekek vagy csapágyak cseréjekor ellenőrizni kell, és szükség esetén be kell állítani a fogaskerekek bekapcsolását (a fogak közötti oldalirányú hézag, valamint a fogak illeszkedése a festéknek megfelelően nyomtatás).
Az olaj- és vízszivattyúk fogaskerekes kapcsolásának beállítása. Az 1. tömítések (166. ábra), amelyek a 2. ház karimája alatt vannak elhelyezve, szabályozzák az olajszivattyú hajtás 4. és 3. fogaskerekei fogai közötti hézagok méretét. Az 1961 óta gyártott dízelmotoroknál, amelyekben a fordulatszám-szabályozó a bal oldalra van beépítve, az olajszivattyú-hajtás hengeres fogaskerekeinek bekapcsolása a /1 alátétekkel van beállítva (lásd .120. ábra). Új fogaskerekek esetén a hézagok 0,24-0,4 mm-en belül legyenek, a használtaknál pedig legfeljebb 0,55 mm. A páros fogaskerekek fogainak végeinek lépése 2 mm-ig megengedett. A rések beállításának megkönnyítése érdekében a tömítések 0,2 vastagságúak; 0,3 és 0,75 mm.
A fogak illeszkedésének ellenőrzésekor minden fogon a festéklenyomatnak a fog hosszának legalább 50%-ának, magasságának legalább 50%-ának kell lennie. A fogaskerekek kapcsolásának beállítása után fúrjon két lyukat a 14-es csapokhoz a meghajtóházban és a blokkban, és helyezze őket együtt.
A vízszivattyú hajtás 4. és 5. fogaskerekei fogai közötti rések 0,2-0,4 mm-en belüli beállítását a ház (lemez) mozgatásával hajtják végre, amelybe a szivattyú fel van szerelve a dízelegységhez képest. A fogak érintkezésének a festékkel a fog magassága mentén legalább 40%-ban, hosszában pedig legalább 50%-ban kell lennie.
A centrifugális szűrős olajszivattyú meghajtó fogaskerekeinek áttétele ugyanilyen módon történik. A víz- és olajszivattyúk fogaskerekes kapcsolásának beállítása után a fogaskerekek közötti távolság nem haladhatja meg a 2 mm-t.
A fogaskerekek közötti hézagokat minden új fogaskerékpár esetén 0,1-0,3 mm-re, a munkafogaskerekekre pedig legfeljebb 0,55 mm-re kell beállítani. A hézagértékek ingadozása egy pár fogaskerék esetén nem haladhatja meg a 0,1 mm-t. A fogaskerék-bekapcsolás minőségét a fogak illeszkedése ellenőrzi. A festéklenyomatnak a fog magasságában legalább 50%-ban, hosszában pedig legalább 60%-ban kell lennie úgy, hogy a lenyomat a fog középső részén található. Az összes hajtófogaskerék osztásköze nem haladhatja meg a 2 mm-t. Ha csökkenteni kell a fogaskerék-távolságot a 8 konzolok és a dízelblokk között, szereljen be acél távtartókat.
A fúvóhajtás fogaskerekes kapcsolásának beállítása. Amikor ventilátort szerel fel dízelmotorra, hajtó fogaskerekeket vagy magát a ventilátort cseréli, be kell állítani a hajtófogaskerekek bekapcsolását. Megfelelő hálózás esetén a fogaskerekek fogai közötti hézagok új fogaskerekek esetén 0,1-0,25 mm tartományba esnek, használt fogaskerekek esetén nem haladják meg a 0,4 mm-t. A fogak érintkezési felülete a festéklenyomat alapján a fog magasságának legalább 50%-a és hosszának legalább 60%-a. A fogaskerék osztásköze nem haladja meg a 2 mm-t.
A kapcsolódást a fúvónak a blokkhoz rögzítő csapokon való mozgatásával lehet beállítani. Az ilyen mozgást csak zökkenőmentes kapcsolódás után hajtják végre! 1. és 2. sebességfokozat (167. ábra) és a kapcsolódás előzetes ellenőrzése. A fúvóba lyukat fúrni vagy fűrészelni szabad (a csapok áthaladásához), ha a meglévő lyukak nem teszik lehetővé a mozgását. A fogaskerék fogai közötti oldalirányú hézag ellenőrzése a következőképpen történik. Óvatosan forgassa el a hajtott koordinációs fogaskereket 4, amíg az 1. és 2. fogaskerekek fogai meg nem állnak, és ebben a helyzetben állítsa a jelzőskálát nullára. Ezután forgassa el a 4-es fogaskereket az ellenkező irányba, szintén addig, amíg az 1-es és 2-es fogaskerekek fogai meg nem állnak.A jelző leolvasása alapján megállapítható a rés tényleges mérete.
A ventilátor koordináló fogaskerekeinek hálójának beállítása. A fogaskerekek, rotorok vagy csapágyak cseréjekor figyelni kell a ventilátor időzítő fogaskerekének bekapcsolását. A koordinációs fogaskerekeket a gyártási folyamat során választják ki és futnak egymásba. Ezért ezeket a fogaskerekeket csak teljes készletként kell cserélni.
A ventilátor koordináló fogaskerekeinek összekapcsolásának meg kell felelnie a következő követelményeknek.
1. Az új fogaskerekek fogai közötti oldalirányú hézagnak 0,05-0,2 mm tartományban kell lennie, a régieknél pedig legfeljebb 0,35 mm-nek kell lennie. Egy pár fogaskerék hézagának ingadozása 0,1 mm-ig megengedett.
2. A fogaskerék-fogak érintkezésének a festékkel legalább 60,%-ban a foghossz mentén és legalább 50%-ban a fogmagasság mentén kell lennie.
3. A fogaskerekek külső végei közötti eltérés (fogak által) legfeljebb ± 1 mm.
Az olajszivattyú fogaskerekes kapcsolásának beállítása. Az olajszivattyú fogaskerekeinek (szinkron vagy halszálkás) cseréjekor figyelni kell a fogak kapcsolódását.
A szivattyú egyik végére préselt fogaskerekek fogai közötti teljes hézagnak 0,10-0,15 mm tartományban kell lennie. A rés méretét a fogaskerekek kiválasztásával határozzuk meg. Ebben az esetben az 5 hajtott szinkron fogaskereket (lásd 43. ábra) csappal meg kell erősíteni úgy, hogy az oldalsó hézag a fogaskerék fogának mindkét oldalán legalább 0,05 mm legyen, és a szinkron fogaskerekek hézagát a csökkentésének iránya.
A szinkron fogaskerekek fogai közötti oldalirányú hézagnak 0,03-0,15 mm-nek kell lennie új fogaskerekek esetén, és legfeljebb 0,25 mm-nek a használt fogaskerekek esetében. A rés méretét a fogaskerekek kiválasztásával határozzuk meg. A szinkron fogaskerekek fogait festéknyomokkal is ellenőrzik, amelyeknek a fogmagasság mentén legalább 65%-ban, a foghossz mentén pedig legalább 70%-ban kell lenniük.
A nagy teljesítményű olajszivattyú fogaskerekei közötti hézagok nem állíthatók, hanem csak figyelhetők. A fogaskerekek kapcsolásának minőségét a szivattyú és a fogaskerekek gyártása biztosítja. A fogak közötti oldalirányú hézag nem haladhatja meg a 0,55 mm-t.
Kúpfogaskerekek. A kúpfogas fogaskerekek függőleges fogaskerekekre vannak felszerelve, a sebességszabályozó és a fordulatszámmérő meghajtóira.
A fogaskerekek közötti kapcsolódás minőségét ellenőrizni kell a dízelmozdony minden emelési javítása során, a hajtómű meghibásodása esetén, fogaskerekek, csapágyak vagy egyéb alkatrészek cseréjekor, valamint a hajtómű szétszerelése után. Minden egyes fogaskerékpárnál ellenőrizze a fogak illeszkedését a festékhez, valamint a fogak közötti oldalirányú hézagok méretét.
A fogak közötti oldalirányú hézagokat indikátorral, az illeszkedés minőségét pedig festékkel ellenőrzik, ugyanúgy, mint a hengeres fogas fogaskerekeknél.
A függőleges fogaskerekek bekapcsolásának beállítása. Ellenőrzés előtt meg kell győződnie arról, hogy a 16-os gyűrű megfelelően van kiválasztva (lásd 119. ábra), amely meghatározza a fogaskerék fogai közötti oldalirányú hézag előzetes értékét. Új fogaskerekek esetén a fogak közötti oldalhézagoknak meg kell egyeznie a gyárilag beállított és a nagy fogaskerék egyik fogának végén jelölt hézaggal. A gyakorlatban a hézagoknak 0,3-0,55 mm-es tartományban kell lenniük (futóműveknél 0,7 mm-ig), ha a főtengely a hasmagasság növelése felé halad, és legalább 0,2 mm-nek (futóműveknél 0,1 mm-ig) a kiválasztott futóműnél. felfelé a rés csökkentése irányába. Ebben az esetben egy pár fogaskerék hézagának ingadozása nem haladhatja meg a 0,25 mm-t.
A fogak festékhez való illeszkedésének ellenőrzésére a kis fogaskerék fogait vékony mázréteggel (festékkel) vonják be, majd a fogaskereket több fordulattal elforgatják, először az egyik, majd a másik irányba. Ebben az esetben a főtengely felfutását a hézag csökkentésének irányába kell választani.
A nagy fogaskerék domború oldalán a festéklenyomat hosszának legalább 50 mm-nek, a konkáv oldalon 35 mm-nek kell lennie. A lenyomatoknak a emelkedés, a kúp zónájában és a hossz mentén kell elhelyezkedniük - valamivel közelebb a fog tetejéhez; A lenyomatot az alaphoz közelebb lehet helyezni, feltéve, hogy a lenyomat hossza legalább 70 mm a domború oldalán és legalább 50 mm a konkáv oldalon. A nyomat lehet összefüggő folt vagy két különálló folt formájában, legfeljebb 6 mm hosszúságú hézaggal. A lenyomat kezdete legfeljebb 5 mm-re lehet a fog tetejétől.
Ha a nyomat nem kielégítő, valamint a fogak közötti hézag változtatása szükséges, a fogaskerekek kapcsolódása a nagy fogaskerekek és a függőleges tengelyházak karimái alatt elhelyezett tömítések miatti tengelyirányú mozgásukkal módosul. A nagy fogaskerék karima alatt elhelyezett tömítések 0,1 és 0,25 mm vastag félgyűrűk, a függőleges tengelyház alatti tömítések pedig 0,1 vastagságú lemezek formájában készülnek; 0,25 és 1 mm.
A hajtó fogaskerekek áttételének beállítása szabályozza a fordulatszámot. A fogaskerekek fogai közötti hézagok új fogaskerekek esetén 0,1-0,2 mm-en belül, használt fogaskerekek esetén pedig 0,4 mm-nél nem lehetnek nagyobbak. A résértékek mérésekor minden fokozatpárban ki kell választani a lehetséges meneteket az alábbiak szerint: az egyik fokozatnál a rés növelésének, a másiknak a csökkentésének irányába kell a futást kiválasztani. A fogaskerekek festéshez való tapadásának ellenőrzésekor a lenyomatnak a fog hosszának legalább 50%-ának kell lennie. A fogak közötti szükséges rést és a fogak illeszkedését az alátétek kiválasztásával biztosítjuk. A fogaskerekek végeinek lépése 2 mm-ig megengedett.
Az oldalsó hézagok típusai (egy sebességfokozatban minden fokozatra meghatározva)
A tényleges fogaskerekeket meghatározott megengedett oldalhézagokkal kell gyártani. Határozza meg érvényes értékek, az Ön munkakörülményei alapján.
Homlokkerekes és spirális fogaskerekes fogaskerekes fogaskerekek esetén kétféleképpen határozható meg a szükséges oldalhézag. Először is csökkentse a fogvastagságot azáltal, hogy a lyukasztót az üres formába merítve nagyobb mélységre, mint amit a szabvány elméletileg megengedne. Másodszor, növelje meg a középpont távolságát az elméletileg számítotthoz képest.
Az oldaltávolság beállításakor vegye figyelembe a következő tényezőket:
- A kenéshez szükséges hely.
- Differenciál-tágulás a hajtómű alkatrészek és a ház között.
- Hibák a számításokban. Mindkét kerék elégtelensége, profilhibák, dőlésszög, fogvastagság, fogszög és középtávolság. Minél kisebb az oldalsó hézag, annál pontosabb lesz a fogaskerék megmunkálása.
- Üzemi körülmények, például gyakori tolatás vagy túlzott terhelés.
Az oldalsó hézag mérete nem lehet túl nagy ahhoz, hogy megfeleljen a munka követelményeinek. Győződjön meg arról, hogy elegendő annak biztosítása, hogy a megmunkálási költségek ne haladják meg a szükséges mértéket.
Hagyományosan az oldalsó hézag tűrésértékének felét az egyes fogaskerekek fogvastagságára állítják be egy párban. Vannak azonban kivételek. Például a kis számú fogas fogaskerekek a hajtott fogaskerék összes érvényes értékét használják. Ennek eredményeként a fogaskerék foga nem gyengül.
- Kör alakú oldalhézag j t [mm/inch]
- Normál oldalhézag j n [mm/in]
- Középső oldal hézag j r [mm/in]
- Szögoldali hézag j Θ [grad]
| A fogaskerék-bekapcsolás típusai | A j t körirány és a j n normálirány kapcsolata | A j t körirány és a j r középirány közötti kapcsolat | A j t kerületi irány és a j szögoldali hézag kapcsolata Θ |
|---|---|---|---|
| Fogaskerék | j n = j t cos α | ||
| Helikális homlokkerekes fogaskerék | j nn = j tt cos α n cos β |
|
|
|

A spirális fogaskerék bekapcsolásának oldalirányú hézaga
A spirális fogaskerekek esetében kétféle oldalhézag van a fogtávolsághoz kapcsolódóan. Van egy keresztmetszete a fogfelület normál irányában „n”, és egy keresztmetszete a „t” tengelyre merőleges irányban.

|
j nn |
Oldalirányú hézag a fogfelületre merőleges irányban |
|
jnt |
Oldalirányú hézag kerületi irányban a fogra merőleges keresztmetszetben |
|
j tn |
Oldalirányú hézag a fogfelületre merőleges irányban, a tengelyre merőleges keresztmetszetben |
|
j tt |
Oldalirányú hézag a tengelyre merőleges körirányban |
|
A fogra merőleges síkban: |
j nn = j nt cos α n |
